


Что нужно для резки металла газом?
Газовая (кислородная) резка металла
Итак, [газовая резка металла] является сейчас самой популярной. Почему?
Потому что выполняется она крайне просто, не нужно при этом использовать никаких фазо-инверторов (как в электрическом резаке), не приходится соблюдать обязательные норма помещения (наличие центрального кабеля заземления).
Да и практически все газовые резаки являются мобильными, то есть, их можно транспортировать обычным транспортом.
При резке, газовый резак использует два газа – непосредственно кислород, при помощи которого и выполняется процесс разделения металла, а также подогреватель, в качестве которого чаще всего выступает пропан или ацетилен.
Нагреватель разогревает поверхность, которую планируется разрезать, до температуры в 1000-1200 градусов, после чего – подается струя кислорода. От соприкосновения об нагретую поверхность, струя воспламеняется.

Фото газовой резки
Получается – горящая струя, которая легко разрезает металл. При этом, самое главное – это соблюдать беспрерывную подачу кислорода.
Если будет прерывание, то пламя попросту может погаснуть, после чего снова придется проводить разогрев поверхности.
Стандартная кислородная резка металла выполняется при помощи резака Р1-01П. Он наилучшим образом подходит для работы с каленной сталью, в том числе – и с чугуном!
В качестве сварочного аппарата данный резак — не используется.
Зато он подходит для точного разрезания трубы – для этого используется специальная шарнирная накладка РФ7, которая изготавливается из стали, но покрывается слоем вольфрама.
Кстати, в последнее время [газовая сварка] и резка металлов выполняется еще при помощи соединения ацетилена и пропана. Но такое оборудование используется исключительно для работы с металлами повышенной прочности (к примеру, сталь для копулировочных ножей).
Оборудование, которое поддерживает работу с таким газом, стоит не дешево! Так что о нем говорить особо не будем…
Особенности технологии
Выбор газа для резки зависит от свойств металлической заготовки. Кроме технического кислорода может быть использован ацетилен, коксовый и нефтяной газ, метан, пропан, бутан и смеси из них.
Кислород используется при резке металла газом, если материал обладает определенными характеристиками:
- высокой теплопроводностью;
- температурой плавления выше температуры воспламенения в кислороде;
- температурой плавления тугоплавких окислов ниже температуры плавления металла;
- образованием жидких шлаков в процессе резки;
- выделением большого объема тепла.
Чтобы резать металлическую заготовку, ее сначала необходимо подогреть. Потом материал сжигается, продукты сгорания удаляются струей газа.
Резка может быть:
- поверхностная – образование шлицев и каналов;
- копьевая – образование отверстий или проемов;
- разделительная – в виде сквозного реза.
Для разных работ выбираются разные горелки. Существует несколько видов, которые предназначены для выполнения разных работ.
Любая горелка состоит из:
- рукоятки;
- вентиля;
- клапана (не во всех моделях);
- наконечника (удлинительной трубки);
- мундштука (насадки).

Смешение газа с воздухом может происходить в наконечнике или мундштуке. В моделях с клапаном газ с кислородом смешивается в головке, что повышает уровень безопасности. Использование моделей без клапана позволяет применять в работе газ с различным давлением. Газовые резаки для резки толстого металла комплектуется несколькими мундштуками.
Технология состоит из четырех шагов:
- разогрева заготовки;
- введения в область обработки газовой смеси;
- воспламенения материала;
- процесса горения.
Струя должна быть равномерной, чтобы пламя не погасло. В процессе горения образуются окислы, которые удаляются газовой струей.
Содержание метана в природном газе.
Основу природного газа составляет метан, содержание которого в некоторых газовых месторождениях достигает 99%.
Давление природного газа в баллоне.
К местам потребления природный газ поступает по трубопроводам под низким давлением или под давлением 150 кг/см 2 в баллонах, окрашенных в красный цвет. В случае отсутствия специальных баллонов для хранения и транспортирования природного газа могут быть использованы обычные кислородные баллоны с измененным вентилем и перекрашенные в красный цвет с соответствующей белой надписью.
Для резки газами — заменителями ацетилена разработаны специальные резаки. Они отличаются от ацетилено-кислородных резаков только размерами выходных отверстий наружного мундштука, смесительной камеры и инжектора, которые должны быть несколько большими.
Резак РЗР-55 для резки металла природным газом.
Резак РЗР-55 предназначен для ручной разделительной резки стали толщиной от 5 до 300 мм с использованием природного газа и некоторых других газов-заменителей, а также пропан-бутановой смеси. Он комплектуется двумя наружными и пятью внутренними мундштуками. Техническая характеристика резака РЗР-55 дана в табл. 1.
Таблица 1
Техническая характеристика резака РЗР-55.
Характеристика резака типа УР для резки на природном газе.
Чаще всего для работы на природном газе применяют обычные ацетилено-кислородные резаки с рассверленными отверстиями в смесительной камере, инжекторе и в наружных мундштуках. Характеристика резака типа УР для работы на природном газе дана в табл. 2.
При резке металла толщиной от 250 мм и более рекомендуется подачу кислорода в резак осуществлять по двум шлангам — отдельно для подогревательного пламени и режущей струи, при этом давление устанавливается по манометрам на отдельных редукторах.
Таблица 2
Характеристика резака типа УР для резки на природном газе.
| Толщина металла, мм | № внутреннего мундштука | Диаметр отверстия, мм | Расход, м 3 /час | |||
| В наружном мундштуке | В смесительной камере | Инжектора | Природного газа | Кислорода для горючей смеси | ||
| 5—15 | 1 | 6,0 | 3,0 | 1,0 | 1,1 | 1,7 |
| 15—50 | 2 | 6,0 | 3,0 | 1,0 | 1,3 | 1,9 |
| 50—100 | 3 | 6,0 | 3,0 | 1,0 | 1,4 | 2,0 |
| 100—200 | 4 | 7,2 | 3,0 | 1,0 | 1,6 | 2,4 |
| 200—300 | 5 | 7,2 | 3,0 | 1,0 | 1,9 | 2,9 |
Редуктор для природного газа.
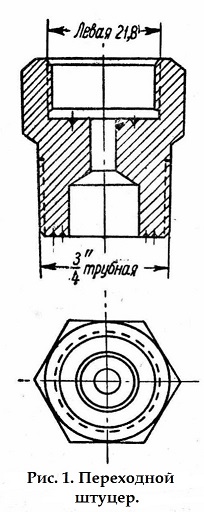 Для понижения давления газа пользуются серийным водородным редуктором, окрашенным в красный цвет, с накидной ганкой левой нарезки диаметром 21,8 мм. При отсутствии водородных редукторов может быть использован обычный кислородный редуктор, у которого следует заменить накидную гайку. Удобнее пользоваться переходным штуцером (рис. 1), позволяющим присоединять обычный кислородный редуктор без каких-либо переделок.
Для понижения давления газа пользуются серийным водородным редуктором, окрашенным в красный цвет, с накидной ганкой левой нарезки диаметром 21,8 мм. При отсутствии водородных редукторов может быть использован обычный кислородный редуктор, у которого следует заменить накидную гайку. Удобнее пользоваться переходным штуцером (рис. 1), позволяющим присоединять обычный кислородный редуктор без каких-либо переделок.
После работы на природном газе нельзя использовать редуктор снова для кислорода без предварительного обезжиривания.
При работе от трубопровода у рабочего места рекомендуется устанавливать предохранительный жидкостный затвор.
При давлении в сети не свыше 0,02 кг/см 2 может быть применен специальный постовой затвор ЗГГ-З для городского и природного газа (метана). Устройство и принцип работы его аналогичны затвору низкого давления для ацетилена.
При более высоких давлениях нужно устанавливать затвор закрытого типа. Лучше вместо затвора пользоваться редуктором, который является надежным предохранителем при обратном ударе, и позволяет производить работу в зимнее время на открытом воздухе.
Значительно меньшая температура пламени, создаваемого смесью природного газа и кислорода, по сравнению с температурой ацетилено-кислородного пламени, уменьшает скорость охлаждения кромок, нагреваемых при резке. Поэтому применение природного газа вместо ацетилена особенно целесообразно при кислородной резке легированных сталей, склонных к образованию трещин. Кроме того, резка на природном газе вызывает меньшее науглероживание на поверхности реза. Скорость резки такая же, как и при использовании ацетилена. Время подогрева кромки начала реза — больше.
При пользовании природным газом поверхность реза получается более чистой и качественной, чем при резке ацетиленом. Значительно меньше и деформация металла, что особенно важно при резке малых толщин.
Техника резки на природном газе ничем не отличается от техники резки на ацетилене.
Природный газ менее опасен в отношении образования взрывоопасных смесей с воздухом или кислородом, чем ацетилен, и менее чувствителен к обратным ударам. Однако при кислородной резке с использованием природного газа следует выполнять все правила техники безопасности, относящиеся к газопламенной обработке металлов с применением ацетилена
Как работать газовым резаком: алгоритм выполнения операции
Следующие этапы выглядят так:
- поджигание. Для этого на слегка (примерно на четверть оборота) откройте вентиль подогревающего кислорода, а затем на один оборот вентиль подогревающего газа. Поднесите зажигалку к резаку и подожгите горючую смесь. Обратите внимание на пламя: оно должно иметь резко очерченное ядро.;
- регулировка длины пламени. Ее осуществляют посредством регулировки вентиля подачи газа. Таким образом пламя можно увеличить до 25 см. Обратите внимание: если оно прыгает или отрывается от мундштука, то с горючим газом вы перестарались;
- открывание вентиля подогревающего кислорода. Делать это необходимо постепенно. В процессе пламя изменит цвет на голубой. Подача кислорода должна осуществляться до тех пор, пока внутреннее пламя не станет немного длиннее, чем толщина обрабатываемой стали. Следите за его стабильностью: при появлении сопения, неустойчивости уменьшайте подачу кислорода;
- разогрев участка металла. Для этого поднесите и удерживайте кончик огня к стали на расстоянии приблизительно в 1 см;
- выдувание металла кислородом. Плавно нажмите рычаг или вентиль режущего кислорода,после чего можно увеличить давление и резать сталь. При необходимости добавьте режущий кислород.
Когда процесс резки начнется, аккуратно перемещайте резак в соответствии с намеченной линией. Если вы все делаете правильно, шлак и искры будут выдуваться. Когда этого не происходит, необходимо снизить скорость или позаботиться о лучшем прогревании металла. Продолжайте процедуру, пока не отрежете все, что нужно.
После окончания процесса резки изделию необходимо дать остыть. Если вы располагаете достаточным количеством времени, оставьте его для охлаждения естественным образом. Ускорить процесс охлаждения можно окунанием в емкость с холодной водой.
Последний шаг – удалить со среза шлак и зашлифовать его (при необходимости).
Это все советы по поводу того, как резать газовым резаком. Всегда помните о технике безопасности и подходящей экипировке, перемещайте баллоны только вертикально и следите за чистотой мундштука, своевременно заменяйте его.
Газорезка – нюансы процесса
Сама операция реализуется путем сгорания исходного материала в газовой струе. Главной составляющей инструмента является специальный резак. С его помощью вычисляется дозировка при смешивании кислорода и газов. Резак отвечает за дальнейшее воспламенение смеси, а также подачу необходимой доли кислорода.
Газовая резка металла – это термический метод. Ее особенность в том, что допускается работа с металлическими изделиями разной толщины с максимально степенью производительности. Газоплазменная обработка поводится в полностью автономном режиме, что делает процесс возможным даже при отсутствии электроэнергии. Это дает возможность выполнять все работы даже в полевых условиях, когда на объекте отсутствует электричество. Газорезка предполагает использование практически всех металлов, кроме меди, латуни, алюминия и стали (нержавейки).
Резка металла
Для начала резки металла следует опустить вниз плавным медленным движением ручку клапана резки. В результате к месту горения начнет поступать кислород, который должен поджечь предварительно нагретый металл. Если материал достаточно разогрет, реакция начнется мгновенно, после чего можно еще более увеличить давление до того момента, пока металл не будет прорезан полностью.
После этого следует постепенно передвигать резак по намеченному направлению разреза. Скорость режущего движения необходимо выбирать так, чтобы образующийся шлак, искры и капли раскаленного металла сдувались вниз или стекали в сторону от пламени горелки.
После выполнения разреза следует тщательно осмотреть место работы на наличие больших кусочков расплавленного металла. Наступать на них не следует ни в коем случае, так как это может привести к прожиганию даже толстой подошвы. Отрезанный лист или кусок металла охлаждается водой или естественным образом.
Основные виды газовой резки металла
Эта технология включает в себя несколько разных методов, каждый из которых оптимально подходит для решения определенного ограниченного спектра задач. К примеру, для разрезания низкоуглеродистых сталей рекомендуется в качестве рабочей смеси использовать сочетание воздуха с пропаном.
Наиболее распространенные виды газовой резки:
- Пропановая. Очень часто специалисты предпочитают работать именно с кислородом и пропаном. Но это эффективно только при взаимодействии с низколегированными и низкоуглеродистыми металлами, а также с титановыми сплавами. Если в материале содержится более 1% легирующего элемента либо углерода, то пропан не подойдет.
- Копьевая. Подходит при раскрое толстых заготовок, аварийных скрапов и различных технологических отходов. Процесс базируется на сгорании специальной трубы (копья), через которую направляется кислород. Позволяет значительно ускорить рабочий процесс. Предполагает использование высокоэнергичного потока, благодаря чему снижается интенсивность разрушения стальных копей.
- Воздушно-дуговая. Сталь плавится электрической дугой, а остатки материала из обрабатываемого участка выдуваются струей кислорода. Газ подается вдоль электрода. С помощью этой технологии можно создать довольно широкий рез, но нельзя проникнуть в материал на большую глубину. Для обработки толстых листов воздушно-дуговая резка не подходит.
- Кислородно-флюсовая. Предполагает подачу дополнительного элемента в зону раскроя. Порошкообразный флюс делает сталь более податливой. Этот тип газовой резки особенно эффективен при работе с материалами, образующими твердоплавкие окислы. Получается дополнительный тепловой эффект, за счет которого достигается предельно высокое качество раскроя. Именно этим способом обычно режут железобетон, чугун, зашлакованные или легированные металлы, медь и сплавы с ее участием, а также алюминий.
Совокупно все вышеперечисленные методы работы обеспечивают универсальность этой технологии. Ведь стали, не поддающиеся одним видам газовой резки, легко обрабатываются с помощью других.

Какое оборудование применяется для резки газом?
Газовая резка металла (оборудование):
- шланги;
- газовая горелка;
- регулятор давления;
- смеситель;
- газовые баллоны.
С помощью такой установки производится не только обрезка металлических изделий, но и утилизация отходов и иные действия, которые не требуют особой точности.
Горелка газовой резки состоит из нескольких сопел. Внешние сопла предназначены для подачи защитного газа (смесь кислорода и ацетилена), а центральная – для подачи кислорода во время резки. Смесь кислорода с ацетиленом используется для предварительного нагревания изделия.
Аппаратура, которая нужна для осуществления резки газом, должна обязательно включать в себя вентили для баллонов и редукторы. Вентили обычно изготавливаются из стали или латуни, и в целях безопасности имеют отличия между собой. Редукторы, отвечающие за поддержание постоянного уровня давления газа, бывают двух типов: одно- и двухкамерные. Более надёжным признан редуктор с 2-мя камерами, так как его работа последовательна, и он не подвергается замерзанию.
Газовая резка металла (оборудование) должна также иметь два баллона (топливо и кислород), откуда газ подаётся по рукавам (шлангам), состоящим из нескольких слоёв резины и специального каркаса (хлопчатобумажной нити). Рабочая температура рукавов – до -35 о С.

Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.

