


Технология выполнения пайки
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.

Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента.
Суть процесса
Трубопровод, созданный таким образом, за счет использования при его монтаже труб из меди, отличается высокой надежностью и исключительной долговечностью. Конечно, такая система имеет достаточно высокую стоимость, но она полностью оправдана теми уникальными характеристиками, которыми обладает. Что важно, использовать трубы из меди можно как в водопроводных, так и в отопительных системах. И в том, и в другом случае, они демонстрируют высочайшую надежность и долговечность.
Наиболее простым и самым надежным способом монтажа таких систем является пайка медных труб. Эта технология соединения применяется уже достаточно давно, она хорошо изучена и не вызывает особых проблем при практической реализации. Суть такого метода заключается в том, что стык между соединяемыми деталями заполняется специальным составом, который называется припоем. Для того чтобы припой для пайки медных труб мог попасть и заполнить собой стык между деталями, его расплавляют под воздействием высокой температуры. После того как нагрев припоя прекращается, и он уже полностью заполнил будущий шов, он застывает, образуя надежное, герметичное и долговечное соединение.
Пайка меди удобна еще и тем, что при необходимости соединенные элементы трубопровода всегда можно легко разъединить. Для этого достаточно нагреть место соединения, чтобы сделать припой мягким и податливым.

Процесс пайки медной трубы
Отличительные характеристики материалов для пайки
В зависимости от метода пайки припой может быть мягким или твердым. В качестве мягких сплавов используют следующие металлы:
- Свинец;
- Олово.

Пайка медных труб с оловом
К твердым металлам относятся:
- Медь;
- Цинк;
- Серебро;
- Фосфор.
Медь можно паять как мягким, так и твердым сплавом. Мягким сплавом соединяют водопроводные системы. Материал для пайки деталей выпускается в катушках в виде проволоки диаметром 2-3 мм. Твердый сплав изготавливается в форме профильных стержней. Твердым припоем соединяют те детали, где необходимо особо прочное соединение в условиях высоких температур. Твердые припои применяют:
- При изготовлении различных инструментов;
- Для соединения трубопроводов;
- При осуществлении ремонта автотранспорта;
- Для проведения ремонтных работ бытовых изделий.
Очень большую роль в образовании прочных швов при высокотемпературной пайке играет медь. Припой медный входит в состав практически любых твердых металлов, и в большинстве случаев является их основой. Фосфорный сплав для паяния состоит из меди с фосфором. Фосфорный сплав широко применяется в холодильной промышленности.
Трехкомпонентный сплав с содержанием серебра отличается:
- Высокой коррозийной устойчивостью;
- Прочностью;
- Устойчивостью к вибрационным нагрузкам;
- Пластичностью.
Пайка медных труб со свинцом
Цинковый припой в большинстве случаев применяют для алюминиевых материалов. Цинковый сплав имеет такие преимущества:
- Легкоплавкость;
- Коррозийную стойкость.
В зависимости от процентного соотношения состава металла меняется температура плавления. Чем больше содержится цинка, тем ниже температура плавления.
Серебряный сплав обеспечивает очень прочные и плотные швы. Он имеет низкую температуру плавления и отличается такими свойствами:
- Высокой прочностью;
- Пластичностью;
- Ударопрочностью;
- Антикоррозийностью;
- Устойчивостью к вибрационным нагрузкам.
Серебряным припоем можно паять любой метал. Но в силу того, что серебро является дорогим материалом, его используют в тех случаях, где необходимо особо качественное соединение.
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
- Подключение светодиодной ленты. Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой. Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
- Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3.5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях!
Ход выполнения спайки от начала, и до конца
В данной главе, мы подробно опишем весь процесс, учитывая как значимые моменты, так и кажущиеся простыми, но от того не менее важными, тонкости.
Что необходимо для работы

Набор инструментов и материалов для работы не очень большой, все это можно легко приобрести в специализированных магазинах. Цена на все это небольшая.
Нам будут нужны:
- Паяльник с подставкой, причем, не выбирайте мощную модель с толстым жалом, достаточно 15-40 Вт с жалом, диаметром около 5 мм;
- Для припоя, тоже не стоит брать толстые прутки, удобно работать с проволокой толщиной 2-3 мм;
- Канифоль — кроме нее желательно дополнительно иметь и жидкий флюс, и кисточку для его нанесения;
- Пинцет;
- Монтажные кусачки;
- Плоскогубцы;
- Нож;
- Напильник для заточки и правки жала паяльника;
- Наждачная бумага, напильник или надфиль с мелкой насечкой для удаления окислов и эмалей.
Совет! Очень удобен трубчатый припой с канифолью внутри.
Это достаточный набор — иногда можно обойтись без некоторых инструментов, например без наждачной бумаги или пинцета, но желательно, чтобы все было под рукой. Дополнительно могут понадобиться тестер или пробник (если нужно соединить кабель из нескольких проводов, не помеченных разным цветом).
Также может возникнуть проблема «третьей руки», когда нужно держать два провода или провод и разъем, но рука занята паяльником. Для ее решения можно воспользоваться струбциной или любым подходящим зажимом.
Если нужно соединять загрязненные провода, то нужно дополнительно применить спиртобензосмесь, бензин или какое ни будь другое средство для обезжиривания.
Готовим паяльник

Жало у паяльника должно быть заточено под углом 45 о, и не иметь дефектов на поверхности. Затачиваем его, если нужно удаляем лишний металл до получения ровной поверхности.
У нового паяльника и после заточки жало лудится. Для этого нагреваем его опускаем в канифоль а затем касаемся припоя чтобы он покрыл всю поверхность скошенного рабочего участка.
Паяем провода

Спайка проводов проводится за несколько операций, причем они зависят от их типа и изоляции. Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами (см. Клеммники для соединения проводов).
Толщина не влияет на последовательность операций, пайка толстого провода не отличается ничем, разве что, при чрезмерно большом диаметре, он не будет прогреваться. В таком случае, надо взять просто более мощный паяльник.
Внимание! Согласно действующим правилам эксплуатации электроустановок (ПЭУ) и ГОСТ, пайка медных проводов на силовых, заземляющих и зануляющих линиях электрооборудования запрещена. При аварийной ситуации они могут сильно нагреться и припой стечет. Для соединения используются специальные зажимы.
Если мы паяем одножильные провода без изоляции нам необходимо:
- Удалить окислы с поверхности — делаем это наждачной бумагой, мелким напильником или просто ножом. Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
- Покрыть поверхность флюсом — нагреваем провод, прижав его к канифоли, он должен полностью покрыться ей. Можно также нанести жидкий флюс кисточкой.
- Залудить — берем немного (не надо жадничать) припоя на жало (это должна быть не капля, а небольшой купол, до 1 мм высотой, на рабочей поверхности жала). Затем, прикасаемся паяльником к проводу, и нагреваем его. Припой должен сам обволакивать поверхность, не надо делать мажущих движений, просто греем. Если нужно залудить провод на большой длине, то касаемся в нескольких местах.
- Соединяем провода вместе, не встык, а кладем их параллельно друг другу на длину не менее 15-20 диаметров (это обеспечит механическую прочность соединения). Еще лучше скрутить провода.
- Снова покрываем поверхность флюсом.
- Паяем, точно также, как и при лужении берем немного припоя и просто прогреваем соединенные провода. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.
На видео можно наглядно увидеть, как выполняется работа:
Соединение провода, контакта или клеммы
Все операции проводятся точно в той же последовательности. В случае если нельзя контакт погрузить в канифоль, пользуемся жидким флюсом.
Многожильные провода
Все точно также. Но если мы хотим повысить надежность, то не лудим весь пучок, а распушиваем его так, чтобы каждый проводник залудился отдельно. Затем переплетаем между собой, скручиваем и пропаиваем.
Провода в изоляции
Для того чтобы удалить изоляцию обычно пользуются кусачками или ножом. Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Совет! Если жилы очень тонкие, то можно сжечь изоляцию открытым огнем (зажигалкой).
Эмалированные провода
Такой провод обычно используют для намотки катушек трансформаторов и т. п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
Кабеля из нескольких изолированных проводов
При соединении данных проводов, не стоит спаивать все сразу, так как потом, их будет сложно обмотать изолентой. Соединяем все жилы по очереди, после завершения изоляции предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусаживающиеся трубки (в обиходе «кембрики»). Отрезаем кусок и надеваем его на провод, после того как пропаяли, быстро, чтобы стык был еще теплым натягиваем их на него.

Мы разобрали технологию пайки, но часто возникают еще один вопрос — как соединить провода в кабелях, подключенных к разъемам наиболее распространенных типов. Постараемся раскрыть и его.
Внимание! Встречаются провода в экранирующей оплетке. Работаем с ней точно также как и с многожильным проводом. Расплести ее участок поможет шило или булавка.
Выбор инструмента для пайки в домашних условиях
Основным приспособлением для пайки является, конечно же, паяльник. Чаще всего для пайки металлических деталей в домашних условиях используют стержневые электрические паяльники. Паяльники для дома имеют несложную конструкцию, состоящую из медного острия, которое на одном конце заточено под конус. В данном приборе острие («жало») не только можно отрегулировать, но при необходимости и поменять.
Паяльники бывают различной мощности. Источником питания обычно служит электрический ток (в исключительных случаях может использоваться горелка). При покупке нового паяльника следует делать выбор исходя из того, какую толщину имеют детали, которые надо будет соединить. Для пайки радиодеталей вполне достаточно инструмента мощностью в 40 Вт. Но такой прибор будет непригоден для соединения толстых проводов.
Дополнительные инструменты, необходимые для пайки в домашних условиях:
- корсетка;
- напильник;
- наждачная бумага;
- припой;
- флюс.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.
 Оборудование для пайки медных труб
Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
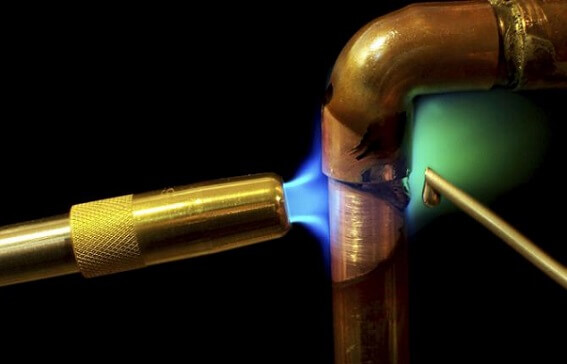
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Пайка мягким припоем
Низкотемпературная пайка применяется при установке водопроводных и отопительных сетей с температурой теплоносителя до 130 °С и диаметром труб до 10 см.

Пайка при низкой температуре подходит для монтажа водопроводов
Технология соединения медных изделий мягким припоем предполагает предварительную зачистку поверхностей, нанесение кисточкой флюс-пасты и вставку элементов друг в друга. Далее, место соединения раскаляется газовой горелкой до 200-250 градусов. Припой наносится на край соединения.
Во время пайки важно помнить, что температура пламени горелки может достигать 1 тыс. градусов, поэтому для разогрева элементов достаточно 15-20 секунд. Для равномерности нагрева пламя необходимо постоянно перемещать. Контроль степени прогрева выполняется по цвету флюса. После его потемнения необходимо брать припой.
После введения мягкого припоя в зону пайки при соприкосновении с нагретой медной трубой оловянная проволока начинает таять и скользить по флюсу в шов. Постепенно разогретая масса заполняет пространство между раструбом и трубой.
Основные ошибки во время пайки
 Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.

