


Порошковая окраска металлических изделий своими руками
Окраска металла порошком представляет собой процесс напыления полимерсодержащего красителя с последующей высокотемпературной обработкой поверхности. При этом исходный компонент – порошок – является смесью мелких фракций органических смол, красящих пигментов и отвердителей. Процесс требует соответствующего технического оснащения, поэтому все стойкие порошковые покрытия получаются обычно в промышленных условиях. Однако простейшие операции по нанесению порошковой краски на металлические поверхности можно выполнить и в домашних условиях. Потребуются наличие собственной мастерской или гаража, а также некоторые финансовые вложения для приобретения оборудования.

Основой высококачественного поверхностного покрытия является, как и при любом ином способе окраски, тщательная подготовка поверхности. Порошковая краска потребует полного отсутствия жировых пятен или налётов ржавчины. Это связано с последующей полимеризацией нанесенного покрытия, сцепление которого с металлом при наличии указанных веществ будет неудовлетворительным.
Очистка исходной поверхности происходит в следующей последовательности:
- Удаление жировых плёнок погружением обрабатываемого изделия в любой органический растворитель.
- Механическая или химическая очистка поверхности от участков с оксидной плёнкой.
- Фосфатирование или оксалатирование.
- Пассивирование (опционально, при особо высоких требованиях к антикоррозионным показателям готового изделия) в хромсодержащих средах.
- Промывка горячей, а затем холодной водой.
- Сушка: может быть естественной, а можно использовать сушильные шкафы.
Для очистки от ржавчины или окалины допустимы как механические способы (крацевание, пескоструйная обработка), так и химические/электрохимические. При выборе механической очистки следует применять варианты, в наименьшей степени влияющие на качество подготовленной поверхности, поскольку толщина последующего покрытия не всегда оказывается достаточной, чтобы скрыть микроцарапины или лунки. С экологической точки зрения лучше всего электрохимическая очистка, когда изделие погружают в раствор трёххлористого железа и обрабатывают токами плотностью 15…20 мА/см2.

Если предпочтение отдаётся всё же химическому травлению в кислотах, то необходимо позаботиться о надлежащей вентиляции помещения, а персоналу — работать в индивидуальных средствах защиты. Используется высококонцентрированная соляная или ортофосфорная кислота (очистка в серной кислоте приводит к насыщению поверхности металла хрупкими гидридами, поэтому изделие приходится выдерживать на воздухе в течение суток).
Нанесение на очищенную поверхность тонкого слоя солей фосфорной (для чёрных металлов) или щавелевой (для легированных сталей и цветных сплавов) кислот – этап, не обязательный, но существенный с точки зрения последующей эксплуатационной стойкости изделия. В результате повышается в несколько раз коррозионная стойкость конструкции, и увеличивается последующая адгезия порошковой краски к поверхности.
Предварительная обработка
ВНИМАНИЕ! Найден совершенно простой способ сократить расход топлива! Не верите? Автомеханик с 15-летним стажем тоже не верил, пока не попробовал. А теперь он экономит на бензине 35 000 рублей в год! Читать дальше»
Предварительная обработка детали является самым трудоёмким и продолжительным процессом, которому порой не уделяют необходимого внимания, тем временем от него зависят жёсткость, качество и долговечность покрытия.
Приготовление поверхности к процессу окраски включает в себя устранение загрязнений, фосфатирование и обезжиривание в целях увеличения адгезии, а также предохранения металла от ржавчины.
Очистка отделываемой поверхности может выполняться химическим либо механическим методами.
Нанесение конверсионного подслоя устраняет попадание под покрытие различного рода загрязнений и влаги, вызывающие отслоение и дальнейшее разрушение облицовки.
Фосфатирование поверхности с нанесением слоя неорганической краски повышает адгезию, то есть сцепку поверхности с краской в два-три раза, и позволяет предохранить её от коррозии.
При избавлении от окислов (ржавчины, окалины и окисных плёнок) довольно результативны абразивная (дробеструйная, дробеметная, механическая) и химическая очистки, то есть протравка.
По окончанию ополаскивания и сушки изделия в печи, поверхность можно считать готовой для того, чтобы была нанесена порошковая покраска.
Порошковая окраска металлических изделий своими руками
Share this post
Получить качественное и долговечное покрытие металлических изделий можно с помощью порошковой краски. Его хватает на очень много лет, и следов эксплуатации на изделиях не видно. Процесс нанесения порошкового покрытия довольно трудоемкий, однако не очень сложный. А изделие можно использовать почти сразу после покраски, чего нельзя сказать про детали окрашенные жидкой краской. Разберемся же, можно ли использовать порошковую краску в домашних условиях.
Главное о порошковой краске
Порошковая краска — это специальный сухой порошок с цветовым пигментом. Он наносится на изделие благодаря электрическому заряду: частицы порошка намагничиваются на деталь. Краска образует равномерное прочное покрытие под воздействием высоких температур.

Среди преимуществ краски выделим ее стойкость к механическим повреждениям, влагостойкость, стойкость к ультрафиолету, отсутствие подтеков и долговечность.
Скажем также и про недостатки порошка. Нельзя отклоняться от технологии нанесения покрытия, иначе ничего хорошего не получиться. Могут возникать проблемы с подготовкой детали к покраске из-за их особенностей. Оборудование для нанесения покрытия имеет довольно высокую стоимость, хотя себестоимость порошкового покрытия все-таки дешевле, чем жидкого.
Оборудование для порошковой покраски
Из-за того, что полимеризация (застывание) краски требует определенной температуры, порошковое покрытие можно наносить с помощью специального оборудования.
А это пистолет-напылитель, камера напыления и печь полимеризации.
Также надо и специальное оборудование для подготовки изделий к покраске. В предварительной обработке металла нужен пескоструй. С его помощью удаляют загрязнения с поверхности. Для небольших объемов работ подойдет небольшое устройство.
Необходимо иметь напылитель. Пистолет для порошковой покраски своими руками сделать не получиться. Его точно надо покупать. И очень важно: краскопульты для жидкой окраски не подходят для нанесения порошка. А вот камеру напыления и печь полимеризации, в принципе, можно соорудить самостоятельно. Хотя это будет довольно хлопотно.

Если камера напыления изготавливается довольно просто — это оборудование надо лишь для того, чтобы оградить покрасочный участок от остального пространства. То для сооружения печи полимеризации необходимы некоторые знания в области электричества. Из профильной трубы надо собрать каркас, стенки можно сделать из листов оцинкованной стали, утеплить камеру можно базальтовой или минеральной ватой. Нагрев должен происходить с помощью тэнов. Также надо установить автоматику, которая будет регулировать нагрев. И, конечно, в печи должен быть вентилятор для принудительной циркуляции воздуха.
Как происходит порошковая покраска
Порошковое окрашивание происходит в несколько этапов. Первый — подготовка. Очень важно тщательно убрать все загрязнения и следы предыдущей краски (если такая была). Это надо для того, чтобы порошок равномерно ложился на поверхность.
После очистки изделия, с помощью напылителя порошок наносится на изделие. Саму деталь для качественного распыления краски подвешивают в камере напыления. Профессиональные камеры имеют рекуператор. Он собирает частицы порошка, которые не осели на изделии и отправляет снова в пистолет. Этот порошок можно использовать еще раз.

После нанесения порошка на изделие, оно отправляется в печь полимеризации. Там при определенной температуре краска растекается и застывает. Температура, необходимая для этого, и время полимеризации, как правило, указаны на упаковках с краской.
Исходя из вышесказанного, можно сделать вывод, что порошковая краска своими руками в домашних условиях в принципе может наноситься. Однако некоторое оборудование все-таки надо приобрести, а на изготовление других устройств придется потратить время. Но делать это стоит только при необходимости регулярно окрашивать металлические изделия. Для одноразовой покраски все-таки проще и дешевле обратиться к специалистам.
Техника безопасности
Основными видами угрозы при порошковой окраске изделий являются:
- попадание пыли в лёгкие и на поверхность кожи маляра;
- образование взрывоопасной пылевоздушной смеси.
Видео: порошковая покраска металлических дверей
Эти угрозы устраняются использованием индивидуальных защитных средств и качественной системой вентиляции, как покрасочной камеры, так и печи «спекания». В обязательном порядке производят качественное заземление используемого оборудования.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.

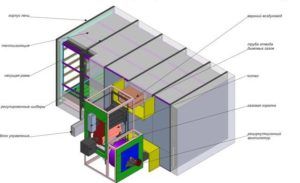
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.

Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо.
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
 Конструкция и комплектация пистолета для порошковой покраски
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Что такое порошковая краска

Сам порошок представляет собой устойчивый полимер, который наносится на изделие в сухом виде и под воздействием положительного электрического заряда. То есть, при распылении краска заряжается положительными частицами, а окрашиваемое изделие в свою очередь имеет отрицательный заряд, в результате чего происходит намагничивание краски на поверхность и её адгезия.
Такая технология нанесения требует специального оборудования, к тому же, намагничивание краски – это не единственная технологическая особенность. После нанесения, краске, необходим этап, так называемой, полимеризации, то есть разогрева до определённой температуры.
Причём температура и время пропекания изделия в печи всегда разное, то есть, в зависимости от того, какой слой покрытия нужно полимеризировать, выставляется уровень нагрева и время. Вручную сделать это очень сложно, а значит, понадобится автоматика.
Исходя из всего сказанного выше, могло сложиться впечатление, что порошковая окраска в домашних условиях просто невозможна, но это не так. Конечно, придётся затратиться на какое-либо оборудование, так как без него не обойтись, но учитывая стоимость порошковой краски в специализированых фирмах, все затраты окупятся уже через несколько месяцев.
Но актуально это только для коммерческих целей, так как при необходимости разово окрасить какое-то изделие, проще обратиться к специалистам, чем налаживать собственный участок порошковой окраски.
Преимущества порошковых покрытий

На самом деле, этот раздел нашей статьи мог бы занять несколько страниц, потому что, у порошковой краски просто нет конкурентов по качеству и долговечности. Но для того чтобы не утомлять читающего перечислением очевидных положительных качеств, остановим своё внимание только на самых основных и характерных особенностях, которые есть только у этого материала.
- Благодаря высокой адгезии краски с окрашиваемым изделием, на поверхности создаётся не просто тонкая плёнка, как в случае с простыми красками, а полноценное покрытие, связанное на молекулярном уровне. Этап намагничивания и полимеризации просто внедряют частицы краски в структуру металла.
- Повредить механическим путём порошковое покрытие практически невозможно, так как краска становится одним целым с изделием, при деформации последнего, она тоже принимает его форму и конфигурацию.
- Очень часто, окрашивая изделия сложной формы, можно столкнуться с проблемой непрокрасов в труднодоступных местах, куда краскопульт просто не достаёт. У порошковой краски такие недостатки отсутствуют, так как в процессе полимеризации, краска самостоятельно растекается по изделию и проникает во все полузакрытые места.
- Порошковому покрытию нестрашна не только влага, но и постоянный контакт с водой. Именно благодаря этому качеству, такой краской часто окрашивают автомобили или отдельные их детали, которые нуждаются в особой защите, например располагающиеся на днище.
- Потёки краски на поверхности – ещё одна существенная трудность, особенно если нет соответствующего опыта в малярном деле, но у порошковой краски эта трудность отсутствует. Даже если слой лёг неравномерно, в процессе полимеризации краска растечётся по поверхности и сама примет необходимое положение.
- Устойчивые полимеры в составе порошковых красителей не реагируют на воздействие ультрафиолетовых лучей, а следовательно, покрытие не выгорает на солнце и не теряет свой внешний вид со временем.
Совет! Даже если у вас есть опыт работы с жидкими красками, перед тем как приступить к окрашиванию порошком, лучше потренироваться, на чём либо, так как тут будет отличаться не только сам процесс нанесения, но и появится определённая специфика, которую нужно учитывать при работе.
Недостатки

К сожалению, ничто в этом мире не идеально, и у порошковой краски тоже есть свои недостатки, конечно, на фоне всех описанных преимуществ они полностью пропадают, но приступая к работе, о них нужно знать и учитывать.
- Определённая сложность нанесения краски своими руками, связана не только с необходимостью покупки специального оборудования, но и наличие опыта, когда все технологические особенности работы будут доведены до автоматизма.
- Из-за высокой плотности и адгезии краски с поверхностью, удалить старое и надоевшее покрытие будет очень сложно, и это даже несмотря на то, что существует специальная смывка для порошковой краски, которая, конечно, облегчит работу, но не на много.
- Учитывая то, что цена на сами красители очень высокая, стоимость окрашиваемого изделия может вырасти в несколько раз, и хотя для бизнеса это скорее плюс, чем минус, но вот при необходимости разовой окраски, рентабельность можно поставить под сомнение.
- Инструкция по нанесению краски предусматривает очень много пунктов, каждый из которых необходимо соблюдать неукоснительно. В противном случае, покрытие получится некачественным и придётся все начинать сначала.
- Подготовка поверхности под порошковую окраску должна проходить с особой тщательностью, так как если на поверхности останутся какие-либо недочёты, все они проявятся впоследствии и нарушат адгезию краски с самим изделием.
Важно! Порошковая краска, в состав которой входят самые разные химические компоненты, способна нанести существенный вред здоровью, поэтому при работе с ней нельзя пренебрегать средствами индивидуальной защиты.
Технология порошковой покраски
Есть три основных этапа технологии порошковой покраски:
1. Обезжиривание и удаление грязи с поверхности окрашиваемых изделий;
2. В камере напыления происходит нанесение порошковой краски.
3. В печи полемиризации происходит оплавление и полимерезация. Затем формируется пленка покрытия и охлаждение и отвержение покрашенной поверхности.
Лучше всего подготавливать и красить изделия на транспортной системе. На транспортной системе окрашенные изделия легко ездят от камеры напыления до печи полимеризации и наоборот. Также на транспортной системе проще подготавливать окрашиваемые поверхности к покраски. Каретки в транспортной системе легко передвигаются по рельсам. Производительность работы увеличивается, за счёт непрерывного процесса окраски на транспортной системе.
В начале процесса порошковой окраски производится подвес частей на транспортную систему. Рабочие должны понимать какие поверхности подлежат покраски, в каких местах можно сверлить технологические отверстия для подвеса деталей и как минимизировать затраты на время покраски труда и самой краски. Например, крася фасадную декоративную крышку, её можно подвешивать друг к другу тыльными сторонами, что обеспечивает меньший объем, занимаемый в печи, меньшее количество краски, т.к. краска, напыляемая с одной стороны будет попадать на другую сторону и соответственно лучшей прокрас изделия.

Затем окрашиваемые изделия подвергаются обжигу. Для этого они загоняются в специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.

Следующей этап размещение конструкций в камере напыления, где порошковая краска под действием сжатого воздуха и электрического распылителя наносится на окрашиваемую поверхность. Электрический заряд частички краски приобретают в распылители. За счёт этого частицы краски притягиваются к окрашиваемой поверхности и равномерно распределяются по ней.

Затем окрашиваемые детали с нанесённым слоем краски помещаются в печь полимеризации на 20 минут. Температура в печи составляет от 180 до 220 градусов, все зависит от производителя краски. Формирование поверхности происходит за счёт оплавления и закрепления на окрашиваемой поверхности. После формирование пленки покрытия детали охлаждаются и снимаются с кареток.


Самый продолжительный и трудоемкий процесс это предварительная обработка поверхности. Часто ему уделяют мало внимания, однако именно на этом этапе достигаются необходимые условия для получения качественного покрытия. При предварительной обработки обеспечивается стойкость, эластичность, долговечность покрытия, оптимальное сцепление порошковой краски с поверхностью и улучшение антикоррозийных свойств. Во первых детали нужно зачистить и обезжирить. Это достигается механическим или химическими средствами. При механической очистке используются шлеф-машины, наждачка или пескоструйные насосы, также при маленьких размерах поверхности или уже окрашенных поверхностей возможна их протирка чистой тканью, смоченной в растворителе или Уайт-спирите. Другой способ — химическая очистка, применяются щелочные, кислотные или нейтральные вещества, а также растворители. Химическая очистка в основном используется на заводах в специальных ваннах. При химической обработке детали погружаются в специальные ванны с раствором или обрабатываются струйным способом (раствор под давлением подаётся через технологические отверстия). В данном случае эффективность обработки значительно выше, поскольку деталь подвергается механическому воздействию и осуществляется поступление чистого раствора к поверхности непрерывно. После обжига детали охлаждаются естественным путём. Затем при помощи транспортной системы они подаются в красильную камеру, где и происходит нанесение порошковой краски. В камере не осевшая краска собирается для дальнейшей утилизации, либо для повторного использования. Камера оснащена системой фильтров, а также системами циклонов. Камеры бывают проходные либо тупиковые. Тупиковые камеры служат для окрашивания малогабаритных изделий, проходные – хороши в использование для покраски длинномерных изделий. На заводах широко применяются автоматические камеры напыления, в них краска наносится очень быстро с помощью пистолетов-манипуляторов.
Электростатическое напыление является самым распространенным способом нанесением порошковой краски. На заземленное изделие с помощью пульверизатора подаются электростатический заряженный порошок. Распылители сочетают в себе различные режимы:
Напряжение распространяется как вниз, так и верх. Регулируется сила факела (потока) краски и скорость её выхода. Меняется расстояние от факела до окрашиваемых поверхностей. Порошковая краска засыпается в бочок. Через перегородку бочка под давлением подается воздух, краска «закипает». Затем аэровзвесь из контейнера подаётся при помощи воздушного насоса (эжектора), разбавляется воздухом для низкой концентрации и подается в распылитель, где эта смесь за счет трения, приобретает электростатический заряд. При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения. Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом — в результате их трения о стенки турбины напылителя. Заключительная стадия окрашивания происходит в печи плавление и полимеризации. Краска оплавляется и полимеризуется при температуре 180-220 °С в течение 20-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, к печи, является поддержание постоянной температуры (разброс температур в печи недолжен, превышать 5 градусов) для равномерного прогрева изделия. При нагреве в печи изделия с нанесенным слоем краски расплавляются, переходят в вязкое состояние и образуют непрерывную пленку, при этом вытесняя воздух, находящийся в слое порошковой краски. Часть воздуха все-таки остаётся в пленке, образовывая поры, что ухудшает качество покрытия. Для предотвращения появления пор покраску следует проводить при более высокой температуре, чем температура плавления краски где-то на 10-20 градусов выше, а слой краски должен быть более тонким. Для покраски больших металлических изделий, с толстостенными перегородками необходимо увеличивать время прогрева в печи, для лучшей полимеризации и адгезии.
5 Оборудование для покраски – какие инструменты потребуются?
В процедуре порошковой окраски нанесение красящего средства – не конечный этап. Чтобы состав надежно схватился с поверхностью, изделие потребуется нагреть в специальной печи.
 Покраска осуществляется с помощью электростатического распылителя
Покраска осуществляется с помощью электростатического распылителя
Для нанесения краски потребуется герметичная камера, в которой будет выполняться работа. Для распыления потребуется электростатический распылитель. Благодаря наличию статического электричества, краска будет равномерно распределяться по любой конструкции.
Для процедуры также понадобится компрессор, который следует подключать к камере для покраски. На больших производствах в число необходимого также входят устройства для перемещения окрашенных предметов. Это необходимо в случаях окраски крупных и тяжелых конструкций.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.

