


Газовый инструмент для ручной резки металла
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.

Рисунок 1. Схема газокислородного резака
Способы резки металла
Промышленное, полупрофессиональное и бытовое оборудование для резки металла можно разделить на две основных группы — термическое и механическое, по способу воздействия на металл. В первом случае материал плавится или сжигается и удаляется из зоны разреза потоком сжатого воздуха или иного газа. К таким видам резки принадлежат:
- плазменная;
- газовая;
- лазерная;
- электросварочная.
К механическим относятся:
- гидроабразивная;
- ленточнопильная;
- круглопильная;
- гильотинная.
Современные металлорежущие станки используют, как правило, только один из видов резки, поэтому обладают довольно узкой специализацией. Но выполняют свои задачи чрезвычайно эффективно, в чем, собственно, и состоит главное преимущество специализированного оборудования, причем не только металлорежущего, а вообще какого-либо назначения.
Редукторы

- Редукторы кислородные
- Редукторы пропановые
- Редукторы ацетиленовые
- Редукторы аргоновые
- Редукторы углекислотные
- Редукторы азотные
- Редукторы газовые высокого давления
- Сетевые редукторы
- Редукторы для сжатого воздуха
- Редукторы гелиевые
Редуктор баллонный (газовый) служит для регулирования давления газа, подаваемого из баллона к сварочному инструменту, а также его поддержания на заданном уровне.
Сейчас на рынке представлено множество видов и модификаций редукторов для сварки. Связано это с тем что в первую очередь их отличия заключаются в используемом газе, поэтому их разделяют по типу газа, и как правило каждый отдельный редуктор используется только с одним газом:
- кислород,
- ацетилен,
- пропан,
- углекислота.
Но существуют и универсальные редукторы, которые могут работать с несколькими газами.
Также стоит отметить что среди редукторов можно выделить так называемые бытовые, которые используются в быту для понижения давления пропана поступающего из баллона в газовую печку или при розливе напитков для насыщения их углекислотой — для этого нужен углекислотный редуктор. Еще один важный критерий для какого горючего или негорючего газа он предназначен. Для того чтобы предотвратить ошибки, первые имеют левую резьбу.
Все остальные редукторы как правило используются в промышленности, а именно при проведении сварочных работ при которых необходима регулировка давления горючих газов поступающих к сварочному оборудованию из баллонов.
4 Машины и станки для газовой резки металлов – классификация и конструкция
На мощных металлобрабатывающих заводах, заготовительном и крупном серийном производстве, а также в случаях, когда есть необходимость и возможность повысить качество реза, производительность и сократить тяжелый ручной труд, применяют машинную резку. Для этого используют различное стационарное и переносное оборудование.
Все машины газовой резки (стационарные или переносные) состоят из нижеприведенных основных частей:
- несущей;
- резака (от одного до нескольких);
- ведущего (приводного) механизма;
- системы и пульта управления.

Разнообразные переносные машины выпускают в виде небольших самоходных тележек. Их перемещение осуществляется с помощью пружинного механизма, газовой турбинки или электродвигателя. Чтобы задействовать мобильную машину, ее устанавливают непосредственно на разрезаемые трубу или лист, а затем направляют по гибкому копиру, разметке, направляющим, либо циркульному устройству.
У стационарных станков основным узлом, обеспечивающем автоматизацию процесса резания, является система точного копирования. Для эффективности ее работы на станках применяют принципы электромагнитного, дистанционно-масштабного, фотоэлектронного, программного, механического копирования.
Стационарные станки газовой резки по конструктивному исполнению выпускают следующих типов:
- портальные (П) – располагаются на стойках непосредственно над деталью, количество резаков 1–12;
- портально-консольные (Пк) – устанавливаются на консоли, которая закреплена на стойке и находится над разрезаемой деталью, количество резаков 1–4;
- шарнирные (Ш) – на шарнирных рамах, предназначены только для вертикальной резки, количество резаков 1–3.

По способу резки станки делят на:
- Кф – кислородно-флюсовые;
- К – кислородные;
- Гл – газолазерные;
- Пл – плазменно-дуговые.
По способу движения либо системе управления контуром перемещения инструмента различают станки:
- Л — линейные, выполняющие прямолинейную резку;
- М – магнитные, предназначенные для фигурного резания по стальному копиру;
- Ф — фотокопировальные, осуществляющие фигурную резку по чертежу посредством фотоэлектронного копирования и микропроцессорного управления;
- Ц — цифровые программные станки (с ЧПУ), предназначенные для фигурного резания.
По технологическому назначению выделяют стационарные машины для:
- работ по раскройке – Р;
- фигурной и прямолинейной вырезки деталей (универсальные) – У;
- фигурного вырезания малогабаритных деталей – М;
- точной фигурной и прямолинейной вырезки деталей – Т.

Переносные машины по способу движения либо системе управления контуром перемещения инструмента делят на следующие типы:
- Р – работают по разметке;
- Г – по гибкому копиру;
- Н – по направляющим;
- Ц – по циркулю.
По способу резки переносные машины бывают:
- К – кислородные;
- Пл – плазменно-дуговые.

Основным, чаще всего используемым рабочим инструментом машин и станков для газовой резки является машинный кислородный резак. Наиболее востребованы следующие их типы: инжекторные, внутрисоплового смешения, равного давления.
Способы резки
Способы резки металлов классифицируются в зависимости от используемого оборудования. Этот параметр позволяет выделить следующие типы:
- ручная резка;
- гидроабразивная;
- термическая;
- газокислородная;
- плазменная;
- лазерная;
- механическая;
- резка ленточной пилой;
- при помощи гильотины;
- при помощи дискового станка.
Ручная резка металла
Данный метод резки не применяется в промышленности ввиду низкой эффективности. Разрезать металлический лист вручную можно с помощью ножниц, лобзика, ножовки, болгарки. Скорость и точность выполнения работы в данном случае полностью зависит от мастера, который режет материал. Стоит учесть, что используемые инструменты, особенно ножницы, существенно ограничены по техническим характеристикам. Не каждый металл получится разрезать вручную. Тем не менее такой способ подходит для выполнения большинства бытовых задач.
Гидроабразивная резка металла
Когда разделение проводится с целью раскройки заготовки из металла, одним из самых подходящих способов будет гидроабразивный. Струя воды, смешанная с абразивным веществом, воздействует на материал под давлением, благодаря чему можно вырезать детали сложной формы. Это один из первых методов резки металлов, известных человечеству. Современное оборудование позволяет добиться высокой точности и воспроизвести линии любой кривизны.

Другие преимущества данного способа включают:
- возможность легко резать металлические изделия значительной толщины;
- эффективное получение сложных элементов нестандартной конфигурации;
- минимальный расход металла при порезке благодаря маленькой ширине реза;
- защита материала от деформации и плавления за счет низкого температурного режима в зоне реза.
При всех преимуществах гидроабразивной резки металлов обработать таким образом получится только листы из определенного сплава, имеющие небольшую толщину.
Термическая резка металла
Термическая резка металла позволяет существенно ускорить раскрой. Терморезка бывает:
- газокислородной;
- лазерной;
- плазменной.
Каждый из видов термической резки имеет свои особенности, однако отличительной чертой является отсутствие прямого контакта между обрабатываемой поверхностью и инструментом. Бесконтактное разделение заготовки происходит с применением струи газа, лазерного луча или плазмы соответственно.
Газокислородная резка
При высоких температурах металл нагревается, плавится и выгорает. Именно это свойство лежит в основе газокислородной технологии.
Процесс газокислородной резки проходит в два этапа:
- Сначала в место будущего разреза направляют струю пламени, используя ацетилен как горючий материал.
- После того как металл разогрелся, в место разреза подают кислород. Под его воздействием мягкая поверхность разделяется, а присутствующие в материале окислы удаляются.
Такой метод позволяет разрезать металлические заготовки большой толщины, в том числе титановые листы. Однако у данного способа есть и особенности, которые можно рассматривать как недостатки:
- металлы некоторых видов, включая алюминий, медь и другие цветные металлы, хромоникелевые стали, высокоуглеродистые стали, не поддаются обработке;
- недостаточно качественный рез;
- широкий рез;
- появление в процессе наплывов и окислов;
- нельзя резать криволинейные поверхности;
- в зоне реза физические свойства материала изменяются.
Основная сложность при получении реза высокого качества возникает из-за необходимости выдерживать идентичное расстояние в течение всего процесса. В отличие от ручного резака автоматизированное устройство режет заготовку более точно и быстро.
Плазменная резка
Режущим инструментом при использовании данного метода выступает струя плазмы. Для такой резки металла применяется специальное оборудование — плазматрон. Через его сопло происходит струйная подача плазмы, которая является по сути ионизированным газом сверхвысокой температуры.
Плазменная резка незаменима тогда, когда необходимо разделить толстый металлический лист. Технология позволяет работать с материалом до 150 мм шириной.

По типу воздействия на материал рез может быть:
- плазменно-дуговым — обрабатываемый металл оплавляется при помощи электрической дуги между изделием и режущим инструментов;
- косвенным — разделение металлической заготовки происходит исключительно за счет плазмы.
Плазменная резка металла характеризуется:
- безопасностью;
- высокой скоростью работы;
- гладкостью реза;
- способностью работы со сложными контурами;
- нагреванием обрабатываемой поверхности до незначительного уровня;
- высокой ценой данного вида оборудования;
- шумом в процессе работы плазмотронов;
- необходимостью обучения;
- ограниченной толщиной материала, который можно разрезать таким способом.
Лазерная резка
Лазерная резка металла — это современный способ обработки изделий с помощью воздействия лазерного луча. Фокусируя лазер на конкретной точке разрезаемого материала, можно прогреть свыше температуры плавления и испарить участок поверхности. Передвигая рабочую головку по заданной траектории, на листовом металле получают рез необходимой формы и размера.
Чаще всего технологию применяют, когда обрабатывают:
- тонкие металлические листы;
- цветные металлы: медь, алюминий;
- трубные изделия;
- нержавеющую сталь.
Однако лазерная резка уникальна тем, что позволяет разрезать любые металлические изделия, а также детали их сплавов и неметаллов.
Кроме того, лазерный метод выделяется:
- возможностью вырезания сложных геометрических контуров;
- высокой точностью резки;
- ровностью кромки, близкой к идеальной;
- высокой производительностью.
Однако следует учитывать и недостатки такой обработки металла:
- ограниченная толщина поверхностей, которые возможно обработать;
- значительные затраты энергии;
- необходимость обучения перед выполнением реза.
Механическая резка металла
Механические технологии предполагают непосредственный контакт инструмента с металлом. Таким инструментом может быть:
- ленточно-пильный станок;
- дисковый станок;
- токарный станок с дополнительно установленными резцами;
- агрегат продольной резки.
Отдельно выделяют ударный способ разделения при помощи гильотины.
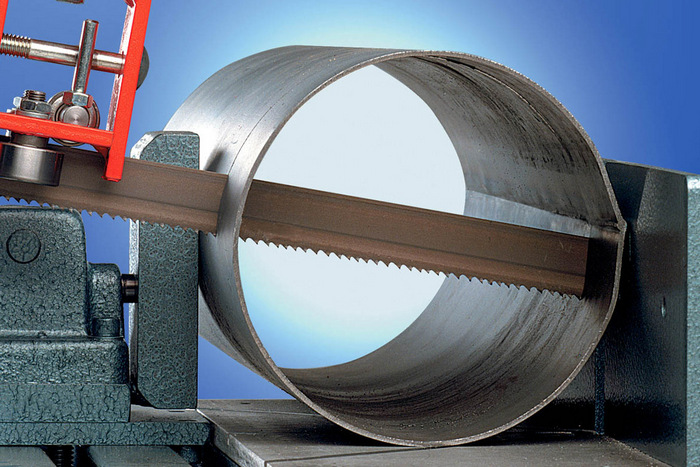
Резка ленточной пилой
К преимуществам такой резки металлов причисляют:
- высокую точность реза;
- возможность выполнить резы разных видов: как прямые, так и угловые;
- небольшое количество отходов за счет минимальной ширины реза;
- невысокую стоимость оборудования.
Современные модели удобны в использовании, поскольку оснащены дополнительным электронным оборудованием.
Ударная резка металла с помощью гильотины
Ударная резка металла, она же рубка, выполняется на специальном резаке-гильотине. Происходит фиксация материала в горизонтальном положении и его разделение рубящим ударом. Таким методом удобно разделять листовой металл. Разрезание происходит одновременно по всей длине материала. Способ подходит для работы с разными видами стали, включая нержавеющую, оцинкованную, электротехническую.
Главным преимуществом технологии считается возможность быстро получить абсолютно ровный рез. Однако есть и минусы: шумная работа оборудования, разная ширина у полученный частей металла, ограниченная ширина материала, который можно обработать.
Резка на дисковом станке
Рабочим инструментом выступает диск с зубьями по внешнему краю. Электродвигатель приводит диск в движение, позволяя осуществить качественный рез по металлу.
Среди плюсов данного метода можно отметить:
- высокое качество реза;
- возможность резки под углом;
- точность обработки;
- компактное и универсальное оборудование.
Выбор производительного инструмента для резки металла
При выборе дисковых резаков нужно сосредоточить свое внимание на диаметре инструмента, который будет выполнять резание, так как от этого зависит толщина отрезаемого материала. Если вы планируете отрезать в размер металлические трубы, диаметра режущего инструмента должно хватать для выполнения подобной работы, иначе реза будет недостаточно для отделения заготовки.
Когда вы собираетесь купить резак для резки металла, необходимо соблюдать правила работы с подобным инструментом, так как из-за нарушения техники безопасности работники получают серьезные травмы. В процессе работы необходимо наличие:
- защитного щитка,
- защитной экипировки,
- защитных очков,
- специальной обуви.
Желательно, чтобы во время резания дисковым инструментом, в непосредственной близости не находились люди. Также активно используется для разделения металлических листов и труб машинка для резки металла.
Подобные аппараты работают с использованием газовых смесей, процесс получается производительным и более безопасным, чем во время использования дисковых резаков.
Качество реза получается высоким и есть возможность получить точный размер заготовки из металла определенной толщины.

Чем лучше резать металл своими руками
Выбирать режущие инструменты для обработки металла следует в зависимости от необходимой точности и толщины заготовки. В домашних условиях используют различные способы раскроя.
Частые сгибания-разгибания
Метод актуален для работы с мягкими металлическими заготовками (проволока, полосы, прутки) малой толщины. Технология пригодна лишь для черновой обработки: не дает высокой точности, но выручает, когда нет под рукой ничего, кроме пассатижей.
Можно также воспользоваться молотком и тисками: зажать в них заготовку и бить, сгибая и разгибая металл.
Рубка металла зубилом и молотком
Способ также относится к черновым. В дополнение к зубилу и молотку понадобится струбцина или тиски. Необходимо сделать разметку, зажать заготовку и приступить к рубке металла.

Фотография № 9: рубка металла зубилом и молотком
Для резки проволоки могут подойти кусачки. Если вручную разрезать материал не получается, нужно ударить молотком по инструменту, в котором зажата заготовка.
Ножовка по металлу
Ножовка по металлу состоит из рамы и режущего полотна. Алгоритм работы: сделать разметку, зажать деталь струбциной или тисками и приступить к обработке.

Фотография № 10: резка металла ручной ножовкой
Теоретически ножовкой по металлу можно разрезать большую по толщине заготовку, но это потребует серьезных усилий и временных затрат.
Ручные ножницы
Подойдут для черновой резки тонкого мягкого металла.

Фотография № 11: резка металла ручными ножницами
Для обработки толстых заготовок существуют способы усиления инструмента.
- Одну ручку ножниц зафиксировать в тисках, а на другую надеть длинный кусок трубы. В результате получится рычаг, который в несколько раз увеличит усилие.
- Также можно воспользоваться молотком. Им бьют по верхней ручке инструмента, в котором зажата деталь.
Если усилить ручные ножницы, удастся разрезать металл толщиной 2–3 мм. Однако при этом ухудшится качество раскроя.
Электролобзик
Для обработки заготовки электролобзиком нужно вставить в него специальную пилку. Этот инструмент отлично подойдет для того, чтобы резать листовой металл, а также уголки, трубы, прутки и пр.

Фотография № 12: резка металла электролобзиком
Электролобзиком можно вырезать фигурные детали. При этом достигается высокая точность. Главный недостаток метода — не слишком высокая скорость.
Болгарка
Болгарка уже упоминалась в статье. Благодаря универсальности инструмент отлично подходит для непрофессионалов.
При отсутствии погрешностей точность резки металла будет высокой. Для финишной обработки деталей используются шифровальные и полировальные круги. Еще одно преимущество болгарок — хорошая производительность (на бытовом уровне).
Сабельная пила
Сабельная пила (электроножовка) стоит дороже и лучше подходит для раскроя металла, чем электролобзик или болгарка, по трем причинам:
- увеличенные габариты режущего инструмента — электроножовку можно оснастить пилкой длиной до 35 см;
- повышенная производительность — сабельные пилы имеют более мощные электродвигатели;
- отличное качество резки — количество отходов минимально.

Фотография № 13: резка металла сабельной пилой
Труборез
Как видно из названия, этот инструмент предназначен для разрезания труб малых и больших диаметров. Непосредственно в месте обработки с металлом контактируют острые ролики.

Фотография № 14: резка металлических труб труборезом
Лучше всего труборез подходит для мягких (медь, алюминий) труб. Главный недостаток инструмента — узкое предназначение.
Мультитул
Электрические мультитулы (реноваторы) имеют в комплекте насадки для металлообработки. Однако они не предназначены для раскроя толстых заготовок.

Фотография № 15: резка металла мультитулом
Мультитулы чаще всего используют для подрезки выступающих гвоздей и болтов. Главное преимущество реноваторов — возможность работы в труднодоступных местах.
Пневматические ножницы
Отличный инструмент, которым пользуются как любители, так и профессионалы. Бюджетные модели предназначены для резки листов толщиной до 2 мм, а дорогие аналоги справляются с более сложной работой.

Фотография № 16: резка металла пневматическими ножницами
Главное преимущество пневматических ножниц — очень высокое качество металлообработки. Резка этим инструментом не ухудшает защитных свойств черепицы, профнастила и других материалов со специальными покрытиями.
Что такое кислородная резка?
При кислородной резке пламя кислородного-топливной смеси предварительно нагревает сталь до температуры воспламенения.

Кислородная струя направляется на металл, создавая химическую реакцию с образованием оксида железа, также известного как шлак. Мощный поток кислорода удаляет шлак из пропила.

При использовании кислородных горелок качество резки, время предварительного нагрева и толщина металла зависят от типа топливного газа. В процессе задействуют один из четырех топливных газов в сочетании с кислородом: ацетилен, пропан, пропилен и природный газ.

Для чего используется резка кислородом?
Ручная кислородная резка распространена в проектах с малыми объемами, когда использование дорогостоящих агрегатов экономически не обосновано.
Например, подготовка деталей для последующей ковки и штамповки, в литейных цехах, резка труб.
Кислородная резка эффективна при работе с толстой сталью и черными металлами.

Существуют кислородно-топливные горелки, которые можно использовать для нескольких процессов, таких как резка, сварка и пайка.
Преимущества кислородной резки:
- Неоспоримый плюс этого процесса — низкие первоначальные затраты и портативность компонентов по сравнению с аппаратами плазменной резки.
- Способность быстро резать более толстую сталь, в добавок, универсальность системы.

Как работать газовым резаком: алгоритм выполнения операции
Следующие этапы выглядят так:
- поджигание. Для этого на слегка (примерно на четверть оборота) откройте вентиль подогревающего кислорода, а затем на один оборот вентиль подогревающего газа. Поднесите зажигалку к резаку и подожгите горючую смесь. Обратите внимание на пламя: оно должно иметь резко очерченное ядро.;
- регулировка длины пламени. Ее осуществляют посредством регулировки вентиля подачи газа. Таким образом пламя можно увеличить до 25 см. Обратите внимание: если оно прыгает или отрывается от мундштука, то с горючим газом вы перестарались;
- открывание вентиля подогревающего кислорода. Делать это необходимо постепенно. В процессе пламя изменит цвет на голубой. Подача кислорода должна осуществляться до тех пор, пока внутреннее пламя не станет немного длиннее, чем толщина обрабатываемой стали. Следите за его стабильностью: при появлении сопения, неустойчивости уменьшайте подачу кислорода;
- разогрев участка металла. Для этого поднесите и удерживайте кончик огня к стали на расстоянии приблизительно в 1 см;
- выдувание металла кислородом. Плавно нажмите рычаг или вентиль режущего кислорода,после чего можно увеличить давление и резать сталь. При необходимости добавьте режущий кислород.
Когда процесс резки начнется, аккуратно перемещайте резак в соответствии с намеченной линией. Если вы все делаете правильно, шлак и искры будут выдуваться. Когда этого не происходит, необходимо снизить скорость или позаботиться о лучшем прогревании металла. Продолжайте процедуру, пока не отрежете все, что нужно.
После окончания процесса резки изделию необходимо дать остыть. Если вы располагаете достаточным количеством времени, оставьте его для охлаждения естественным образом. Ускорить процесс охлаждения можно окунанием в емкость с холодной водой.
Последний шаг – удалить со среза шлак и зашлифовать его (при необходимости).
Это все советы по поводу того, как резать газовым резаком. Всегда помните о технике безопасности и подходящей экипировке, перемещайте баллоны только вертикально и следите за чистотой мундштука, своевременно заменяйте его.

