


Горелка для сварки алюминия полуавтоматом
Сварка алюминия полуавтоматом
Алюминий широко применяется человеком во многих сферах. Однако, по мнению профессиональных сварщиков, он относится к разряду металлов, характеризующихся достаточно сложным сварочным процессом. Это обосновано наличием у алюминиевых сплавов специфических физических и химических особенностей. Поэтому по сравнению со стандартный материалом – сталью — осуществление сварочного процесса с алюминием связано с большим количеством нюансов.

Сварка алюминия полуавтоматом (MIG) поможет эффективно решить большинство этих сложностей. Такой метод сварки позволит гарантированно устранить сложности с преодолением на алюминиевых деталях защитной микронной оксидной пленки, обеспечив выполнение сварных соединений с отличными характеристиками и высоким качеством.
К тому же как опытный, так и начинающий сварщик, должны понимать, что:
Требуется осуществить тщательную подготовку поверхностей свариваемых алюминиевых деталей. Удалить оксидную пленку можно не только с использованием металлической щетки либо наждачной бумаги, но и растворителей, к примеру, бензина, уайт-спирита, ацетона. Хорошо произведенная зачистка позволит увеличить проплавление металла, повысить скорость сварки, улучшить смачиваемость свариваемых кромок, снизить вероятность коробления.
За счет более высокой теплопроводности алюминия по сравнению с обычными стальными сплавами требуется настроить сварочную дугу на большую мощность.
При этом требуется помнить, что у этого материала достаточно низкая температура плавления, а это может стать причиной вероятности его прожога.
Сварочный процесс алюминия и его сплавов с использованием полуавтоматов осуществляется с использованием специальной проволоки (сварщики в большинстве случаев называют ее – плавящийся электрод) с применением защитной газовой среды. Наиболее распространенным защитным газом для полуавтоматической сварки алюминия и его сплавов является чистый аргон.
Применение инертного газа дает возможность исключить:
увеличение в шве пористости, повышая его прочностные характеристики;
сильное разбрызгивание расплавленных металлических капель;
нестабильность электрической дуги.
Сварочные работы, связанные с изготовлением изледлий из любого алюминиевого сплава с использование инверторных источников питания применяют как на промышленных предприятиях, так и в автосервисах. Для процесса полуавтоматической сварки алюминия потребуется:
присадочная проволока и инертный газ высокого качества;
технологичное сварочное оборудование.
Грамотно организованная комбинация этих трех важнейших факторов позволяет обеспечивать первоклассный результат.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.

Горелка для аргонодуговой сварки
 Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Аргоновая сварка является очень популярной. Такой вид сварки используется для сварки алюминия, серебра, чугуна и других материалов.
Преимуществами аргоновой сварки являются высокое качество шва и длительность использования изделия после сварки. Горелка для аргонодуговой сварки работает по определенному принципу.
Она совмещает качества газовой и дуговой сварки. В качестве источника энергии используется электрический разряд, а специальный газ, у которого масса больше массы кислорода, служит для защиты шва от проникновения кислорода. Электродом служит провод из вольфрама.
 Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
Горелка для аргонной сварки имеет назначение – образование пламени для сварочного процесса. Такой вид горелок различается по следующим характеристикам:
- мощности;
- длине кабеля;
- типу охлаждения;
- типу управления;
- способу подключения к сварочному оборудованию.
Рукоятка с головкой состоит из сопла из керамики, цанги, корпуса цанги, короткой или длинной каппы.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.

Сварочные работы нужно проводить исключительно в специальной защите. О маске-хамелеоне читайте здесь.
СВАРОЧНЫЙ ПОЛУАВТОМАТ для сварки алюминия AURORAPRO SKYWAY 350 DUAL PULSE (с водяным охлаждением горелки)
Минимальная сумма заказа на сайте — 1000 руб.

- +7 показать номер +7(978) 746-25-07 Сергей (Viber, W.App)
- +7(978) 736-90-69 Константин (Viber, W.App)
- +7(978) 729-87-66 Евгений (заказы интернет-магазина)
- +7 показать номер +7(978) 746-25-07 Сергей (Viber, W.App)
- +7(978) 736-90-69 Константин (Viber, W.App)
- +7(978) 729-87-66 Евгений (заказы интернет-магазина)
SKYWAY 350 DUAL PULSE – 3-х фазный синергетический инвертор для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для ручной дуговой сварки штучным электродом MMA, а так же для аргонодуговой сварки в режиме TIG DC. Аппарат выполнен в едином корпусе со встроенным подающим механизмом, рассчитанным для использования катушек D300 (до 20кг). Тележка с подставкой под баллон, высокая компоновка аппарата, встроенная станция охлаждения, возможность дооснащения дополнительным подающим механизмом «декомпакт» — все эти моменты существенно облегчают работу сварщика и значительно увеличивают время непрерывной работы аппарата. SKYWAY – это передовая технология инверторного блока IGBT, отличные сварочные характеристики и превосходная эргономика управления. Регулировка сварочных параметров при помощи «одной кнопки» позволяет настроить полуавтомат для выполнения широкого спектра сварочных работ на высшем уровне.
AuroraPRO SKYWAY 350 DUAL PULSE предоставляет сварщику возможность настроить аппарата для работы в ручном или синергетическом режиме. Сварщики с высокой квалификаций по достоинству оценят возможность работы в режиме MIG PULSE и DUAL PULSE – для сварки большинства металлов. Особенно востребован режим PULSE будет у специалистов плотно работающих с алюминием и его сплавами. Пульсовый режим позволяет удалить оксидный слой с поверхности алюминиевых деталей и добиться глубокого проплавления металла. Режим DUAL PULSE позволит работать с еще меньшим тепловложением, что особенно актуально для длиных швов и тонких материалов. Функция TIG DC реализованная на аппарате, даёт сварщику возможность выполнять швы на минимальных токах, что позволяет добиться «ювелирного» исполнения шва в случае необходимости. Также, возможно использование аппарата в качестве источника тока TIG PULSE
Особенности:
- Максимально универсальное использование MIG-MAG/MMA/TIG DC
- Режим ПУЛЬС и двойной ПУЛЬС в полуавтоматической сварке MIG и в аргонодуговой сварке TIG
- Профессиональная сварка алюминия и тонких листовых материалов
- Синергетическое управление с простой и наглядной панелью управления
- Высокая продолжительность работ благодаря водяному охлаждению
- Мощный 4-х роликовый встроенный подающий механизм
- Возможность подключения второго выносного 4-х роликового подающего механизма
- Цифровой дисплей для отображения настроек и контроля сварочного процесса
- Розетка 36В на задней панели для подключения подогрева газа
- Большие резиновые колёса, низкая площадка под баллон и ручки для удобства работы и мобильности аппарата
- Функция VRD в режиме ручной дуговой сварки MMA для безопасности мастера – моментальное снижение напряжения до 24В при замыкании сети
- Силовой блок на базе инверторной технологии IGBT нового поколения
Панель управления SKYWAY 350 DUAL PULSE


Дополнительные функции в режиме ММА:
- VRD функция для безопасности мастера – моментальное снижение напряжения до 24В при замыкании сети
- ForceArc (форсаж дуги) — функция аппарата, которая увеличивает сварочный ток в момент отделения капли металла от электрода. Снижает вероятность прилипания электрода и повышает стабильность горения дуги;
- Antistick (антиприлипание электрода) — функция, автоматически снижающая сварочный ток при залипании электрода. Предотвращает прокаливание электрода, сохраняет его пригодность и позволяет легко отделить электрод от металла для продолжения работы с сохранением параметров сварки;
- Hot Start (горячий старт) — пиковый ток в момент поджига дуги для плавного старта.
Применение:
- авторемонт
- малое и среднее производство
- строительство
- монтаж металлоконструкций
Комплектация:
- в комплекте с аппаратом идёт станция охлаждения
- горелка с водяным охлаждением, 3 метра — 1 шт.
- комплект роликов подачи проволоки 0.8/1.0 и 1.0/1.2
- кабель 35mm2, 3 метра — 1 шт.
- зажим на массу 300А — 1 шт.
- Аппарат может быть доукомплектован дополнительным подающим механизмом для работы с разными типами проволки.
Аппарат может быть доукомплектован дополнительным подающим механизмом для работы с разными типами проволки.

Аппрат Aurora PRO SKYWAY 350 DUAL PULSE является примером «блочной» конструкции. К источнику тока может быть подключена станция охлаждения и второй выносной подающий механизм. В каталоге комплект с водяным охлаждением и соответсвующей горелкой вынесен в отдельную позицию.
Как сварить алюминий полуавтоматом?
1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
- Большая теплопроводность . Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
- Низкая температура плавления . Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
- Наличие оксидной пленки . Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.
Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
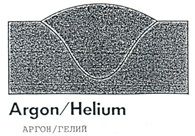
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).



Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.


— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).


Рисунок 3 Рисунок 4
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun(рис. 6).


— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с большим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .

Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
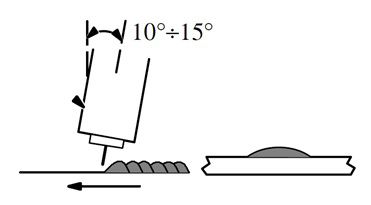
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .

При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
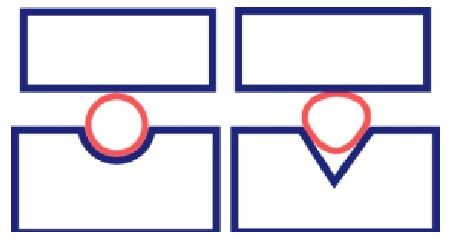
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
Как сварить алюминий полуавтоматом?
Пресс-центр

1. Физико-химические свойства алюминия и его виды
Алюминий является одним из самых востребованных в промышленности металлом и при этом одним из самых трудно свариваемых. Причины сложности сварки алюминия кроются в его физико-химических свойствах. Рассмотрим каждый из факторов отдельно:
Большая теплопроводность. Высокая теплопроводность означает, что для того, чтобы нагреть металл, потребуется значительно больше энергии дуги, т.к. тепло очень быстро передается от более нагретых зон к менее нагретым зонам и чем больше габариты свариваемой детали, тем критичнее сказывается это свойство, что приводит к необходимости в ряде случаев использовать предварительный подогрев при сварке.
Низкая температура плавления. Данная особенность вкупе с высокой теплопроводностью приводит к тому, что алюминий очень легко перегреть и прожечь, а также привести к вытеканию сварочной ванны.
Наличие оксидной пленки. Оксидная пленка, образующаяся на поверхности алюминия, обладает значительно более высокой температурой плавления, чем сам алюминий, а так же маленькой пластичностью, что в сочетании с большим коэффициентом температурного расширения алюминия может приводить к трещинам.
Самыми распространенными сплавами алюминия, используемыми при сварке являются:
АК 5, АД, АД1, АМц, АМцс, АМг, АМг3, АМг5В, АМг6, АВ, АД31, АДЗЗ, АД35, М40, Д12, ВАД1, В92Ц.
2. Подготовка поверхности алюминия и оборудования перед сваркой
Перед тем, как приступать к сварке алюминия необходимо выполнить мероприятия по подготовке поверхности материала и подстройке сварочного оборудования.
Для подготовки алюминия под сварку производят механическую обработку кромок и околошовной зоны для удаления оксидной пленки. Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Механическую обработку кромок рекомендуется выполнять шабером или металлическими щетками достаточной жесткости, после чего зачищенные кромки следует снова обезжирить. Оксидная пленка образуется на поверхности алюминия практически мгновенно, но для образования наиболее тугоплавкой пленки требуется 1 — 2 ч.
 |  |
 |  |
В условиях полуавтоматической сварки алюминия в среде инертных защитных газов удаление окисной пленки также происходит в результате электрических процессов, происходящих у катода (катодное распыление).
3. Подготовка полуавтомата и его оснастки
После того, как Вы подготовили поверхность алюминия под сварку необходимо проверить, правильно ли настроен и укомплектован сварочный полуавтомат. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
 |  |  |
| Рисунок 1 | ||
Для подготовки непосредственно полуавтомата следует произвести настройку аппарата и замену ряда комплектующих:
— Подготовить механизм подачи. В идеале механизм подачи должен иметь 4 ролика с U-образной канавкой без засечек (рис. 2) чтобы избежать смятия проволоки при подаче.
 |  |
| Рисунок 2 | |
— Канал для подачи проволоки следует заменить на тефлоновый (рис. 3) для уменьшения коэффициента трения, а для более стабильной подачи проволоки тефлоновый канал должен быть вплотную подведен к роликам. Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
 |  |
| Рисунок 3 | Рисунок 4 |
— Для сварки алюминия полуавтоматом рекомендуется использовать горелку с длиной кабеля не более 3 м, но если планируется проводить сварку алюминия с кабелем большей длины или очень тонкой и мягкой проволокой, то необходимо использовать горелки типа Push-Pull (рис. 5) или SpoolGun (рис. 6).
 |  |
| Рисунок 5 | Рисунок 6 |
— Из-за более высокого коэффициента теплового расширения алюминия следует использовать наконечник для токоподвода с бОльшим диаметром отверстия, чем диаметр проволоки на 1 размер (рис. 7) .

Рисунок 7 (неправильный подбор наконечников)
Так же стоит отметить, что наличие импульсных режимов в полуавтомате (одинарного и двойного) может значительно повысить качество получаемого соединения за счет улучшенного формирования сварочной ванны, а так же расширяет число пространственных положений ,в которых может производиться сварка алюминия. Наличие в полуавтомате синергетики облегчает задачу по выбору режима сварки.
4. Техника сварки алюминия
Сварка алюминия полуавтоматом требует не только подготовки оборудования. но и подготовки самого сварщика, т.к. техника сварки алюминия обладает рядом особенностей:
Сварку алюминия полуавтоматом следует выполнять углом вперед 10 – 15 градусов от нормали. Это позволить обеспечить необходимую газовую защиту шва (Рис. 8) .
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
Нужно очень внимательно следить за температурным балансом алюминия, при перегреве чистого алюминия ванна может вытечь, при перегреве АМг может произойти закалка сварного шва. Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
5. Сварочные режимы
Необходимым условием для высокого качества шва так же является использование капельного переноса без коротких замыканий – струйного или импульсного. Токи для струйного переноса указаны в табл.2.
Сварка алюминия полуавтоматом без аргона
 Технологически сварка алюминия полуавтоматом без аргона возможна.
Технологически сварка алюминия полуавтоматом без аргона возможна.
Несмотря на широкое распространение аргонодуговой сварки алюминия, применяется также сварка рассматриваемого цветного металла без участия газа. Таким образом, предоставляется возможность использования флюсовой проволоки.
Также флюсовая проволока именуется порошковой.
Состоит проволока из стальной трубки диаметром, соответствующим применяемой в обычной сварке посредством газа.
Внутренняя часть проволоки имеет флюс, который после нагревания до определенной температуры сгорает, образовывая при этом на участке сварки облако защитного газа.
Держате ль должен соответствовать минусу, в то время как на изделии должен присутствовать плюс. Данное подключение именуется прямым.
ль должен соответствовать минусу, в то время как на изделии должен присутствовать плюс. Данное подключение именуется прямым.
Как уже упоминалось, при использовании аргона во время сварки алюминиевых деталей используется обратное подключение.
В конце концов, на вопрос о том, как сваривать алюминий полуавтоматом, ответ выбирается лично каждым сварщиком.

Аргонодуговые сварочные аппараты представляют собой баласные инверторы(инвертор аргонодуговой сварки) с замкнутой схемой и контуром: горелка — электрод — осциллограф. Подробности здесь.
Отличия между MIG/MAG и TIG сваркой

Раньше считалось, что для создания надежного неразъемного соединения необходимо применять исключительно аргонодуговую сварку неплавящимся электродом. Работа осуществляется переменным током. Дуга образуется между вольфрамовым электродом и основной поверхностью. Ширина и плотность регулируется путем изменения частоты тока. В качестве защитной среды используют аргон, к чистоте которого предъявляют строгие требования.
Развитие технологий и появление импульсных сварочных полуавтоматов позволило повысить качество соединения и увеличить производительность. В отличие от TIG сварки, дуга образуется между присадочной проволокой и рабочей поверхностью. Сварку алюминия полуавтоматом осуществляют в среде аргона. Инертный газ обеспечивает должный уровень защиты и не взаимодействует с расплавленным металлом. Сварка алюминия полуавтоматом в среде углекислого газа не получила распространения, ввиду окислительных свойств защитной среды.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.

