


Ацетиленовая горелка принцип работы
Ацетиленовые горелки: описание и правила применения

- Характеристика
- Назначение
- Принцип работы
- Критерии выбора
- Правила использования
Даже люди, далёкие от мира сварочных технологий, периодически слышат что-то об ацетиленовых горелках. Но чтобы эффективно варить металл, этих знаний, конечно, недостаточно. Обязательно необходимо учесть профессиональное описание устройства и правила его применения.

Принцип ацетиленовой сварки
Принцип работы газопламенной сварки основан на высокотемпературном горении газов, в основном таких, как углеводороды с добавлением чистого кислорода.
При применении ацетиленовой сварки используется искусственный газ ацетилен, что при переводе с латыни, по иронии судьбы, означает уксус.
Вся особенность ацетилена, как химического вещества, заключается в строении его молекулы C2H2, которая имеет, кроме двух слабых водородных связей, еще и неустойчивую, но высокоэнергетическую тройную связь между атомами углерода.
Ацетилен получается при простой химической реакции карбида кальция СаС2 с водой. А вот само производство карбида кальция имеет довольно дешевый, с точки зрения промышленного производства, способ. Его получают путем прокаливания негашеной извести СаО и кокса (практически чистого углерода) в специальных печах. Получаемое при этом серое вещество с характерным запахом чеснока и является необходимым сырьем для дальнейшего получения газа ацетилена.
Редукторы

- Редукторы кислородные
- Редукторы пропановые
- Редукторы ацетиленовые
- Редукторы аргоновые
- Редукторы углекислотные
- Редукторы азотные
- Редукторы газовые высокого давления
- Сетевые редукторы
- Редукторы для сжатого воздуха
- Редукторы гелиевые
Редуктор баллонный (газовый) служит для регулирования давления газа, подаваемого из баллона к сварочному инструменту, а также его поддержания на заданном уровне.
Сейчас на рынке представлено множество видов и модификаций редукторов для сварки. Связано это с тем что в первую очередь их отличия заключаются в используемом газе, поэтому их разделяют по типу газа, и как правило каждый отдельный редуктор используется только с одним газом:
- кислород,
- ацетилен,
- пропан,
- углекислота.
Но существуют и универсальные редукторы, которые могут работать с несколькими газами.
Также стоит отметить что среди редукторов можно выделить так называемые бытовые, которые используются в быту для понижения давления пропана поступающего из баллона в газовую печку или при розливе напитков для насыщения их углекислотой — для этого нужен углекислотный редуктор. Еще один важный критерий для какого горючего или негорючего газа он предназначен. Для того чтобы предотвратить ошибки, первые имеют левую резьбу.
Все остальные редукторы как правило используются в промышленности, а именно при проведении сварочных работ при которых необходима регулировка давления горючих газов поступающих к сварочному оборудованию из баллонов.
Классификация сварочных горелок
Правильно подобранная горелка для сварки позволяет максимально эффективно выполнять сварку металлов, обеспечивает комфорт и безопасность рабочего. Чтобы купить инструмент чётко под свои нужды, необходимо знать его классификацию и конструктивные особенности. Внешняя простота этих изделий обманчива; если копнуть глубже, то у неподготовленного человека может закружиться голова от разнообразия их видов:
С инжектором и без.
Газовые и жидкостные.
Универсальные и специализированные.
Однопламенные и многопламенные.
Ручные и машинные.
С разной мощностью пламени.
Кроме этого для каждого типа сварки (полуавтомат или ручная подача присадочного прутка, MIG/MAG или TIG, газовая сварка) требуется устройство определённой конструкции. Поэтому, прежде чем отправиться за покупкой, полезно ознакомиться с классификацией оборудования.
Газовые горелки
Горелки для газовой сварки по принципу работы бывают инжекторными и безинжекторными (диффузионными), а также отличаются по применяемому газу и по мощности.
Мощностные характеристики
Возможности газовой горелки и область её применения во многом зависят от её мощности. Этот показатель регулирует ГОСТ 1077-79, согласно которому оборудование делится на 4 типа:
Микромощность (r1) – горелки безинжекторного типа со штуцером размером М12х1,25. Применяют для сварки металла толщиной от 0,1 до 1 мм, а также для пайки.
Малая мощность (r2) – горелки инжекторного и безинжекторного типа со сменными штуцерами (наиболее популярны наконечники с размерами М12х1,25 и М16х1,5). Это распространённый вариант, хорошо подходящий для домашнего использования и небольших мастерских. Толщина свариваемых изделий от 0,3 до 10 мм.
Средняя мощность (r3) – здесь также возможно применение инжекторных и безинжекторных механизмов. Размер наконечника М16х1,5. Варят металл толщиной 0,5-35 мм. Чаще используются в промышленных условиях.
Большая мощность (r4) – горелки только инжекторного типа со штуцером М16х1,5. Сваривают толстостенные конструкции от 40 до 85 мм.
Безинжекторные горелки
Диффузионные модели предельно просто устроены. Кислород и горючий газ подаются в смесительную камеру с одинаковым давлением по отдельным каналам. Перед входом в смеситель потоки разделяются на несколько тонких струй. Это создаёт дополнительные завихрения и способствует лучшему смешиванию. Получившаяся смесь устремляется далее и выходит из наконечника.
Безинжекторные горелки имеют свои плюсы: можно отдельно регулировать подачу каждого из компонентов, точно изменяя температуру пламени на выходе, для работы не требуется высокое давление. К минусам можно отнести неполное сгорание газа и небольшой КПД, риск попадания пламени внутрь форсунки с последующим взрывом держателя.
Инжекторные
В инжекторных моделях можно регулировать лишь давление кислорода. Он подаётся в смесительную камеру с большой скоростью мимо отверстий для поступления горючего газа. При этом создаётся разряженная зона низкого давления, под действием которой горючий газ устремляется в смеситель вслед за кислородом. А дальше по наконечнику смесь выходит наружу. Благодаря этому компоненты перемешиваются тщательно, а горение проходит с более высокой температурой. Пламя вырывается из форсунки с большей скоростью, что предотвращает его попадание внутрь. Недостаток заключается в неравномерном горении, из-за того, что невозможно точно отрегулировать соотношение компонентов.
Различия по применяемому газу
В сварочном процессе могут применяться три разных типа газовой смеси. Для каждого из них требуется своя горелка:
1. Для ацетиленовой сварки. Основное применение – сварка, пайка и подогрев металлов. Температура пламени – около 3200 °С. Можно варить чёрные металлы небольшой толщины. Работа с высококачественной легированной сталью тоже возможна, но качество будет низким.
2. Пропано-кислородные. Из-за низкой температуры горения пропана (2000-2100 °C) варить ими чёрный металл затруднительно, но возможно, если толщина материала до 3 мм и неважно качество соединения. Такие горелки лучше подходят для пайки с использованием высокотемпературного припоя.
3. Для газовоздушной пропановой сварки. Это горелки инжекторного типа для работы с пропан-бутановой смесью. Варить и паять ими не получится. Основное предназначение – нагрев неметаллических и металлических материалов. Например, при укладке кровли или нагрев труб для их последующего сгибания. Они делятся на однопламенные и многопламенные (с несколькими соплами).
Горелки для полуавтомата (MIG/MAG)
Процесс сварки типа MIG/MAG осуществляется плавким электродом в среде защитного газа. Горелка состоит из трёх основных элементов: рабочая часть – гусак, кабель и контактный разъём, который служит для подключения к сварочному аппарату. По рукаву в рабочую часть подаётся проволока, газ и электрический ток. Гусак выполнен в форме пистолета с кнопкой активации.
При выборе горелки для полуавтоматической сварки следует учитывать ряд факторов: силу тока, длину рукава, тип охлаждения, эргономику и удобство в обслуживании.
С первым параметром всё предельно понятно, важно лишь знать, на какой максимальный ток рассчитан Ваш сварочный аппарат, и выбрать оборудование в соответствии с этим показателем.
Длину рукава подбирают исходя из собственных предпочтений и задач. Кто-то считает, что чрезмерно длинный шлейф способствует энергопотерям, отдавая предпочтение коротким. Другим же наоборот важен запас длины для большей мобильности.
Тип охлаждения бывает воздушный и жидкостный. Первый подходит для сварки небольшими токами (до 250 А). С более мощными сварочными аппаратами предпочтительней жидкостное охлаждение.
Эргономику каждый выбирает под себя. Важно, чтобы инструмент удобно лежал в руке и был хорошо сбалансирован.
Основная нагрузка приходится на рабочий край горелки. Для удобства обслуживания наконечник с соплом и диффузором делают съёмными. Это даёт возможность работать с проволокой разной толщины, облегчает их чистку или замену.
Для аргонодуговой сварки (TIG)
Аргоновая сварка также проходит в среде защитного газа, но используется тугоплавкий электрод, а формирование шва происходит за счёт присадочного материала. Здесь не требуется устройство для подачи электрода, он закреплён неподвижно в центре форсунки. Факторы, на которые стоит обратить внимание при выборе, здесь такие же, как в случае с полуавтоматом. Кроме этого, существуют вентильные TIG-горелки, позволяющие контролировать подачу газа. Удобно, если горелка для аргонодуговой сварки оснащена триггером, с помощью которого можно активировать подачу газа в необходимый момент.
БЫСТРО
SEO оптимизация
адаптивная верстка
Ремонт в регионах
- Главная
- Строительство
- Сварка
- Газовая сварка
При газовой сварке используется главным образом ацетилен (С2Н2) или бензин и бензол. Ацетилен доставляют на место работ в герметических баллонах под давлением около 16 ати, растворенным в ацетоне, или получают в ацетиленовых генераторах из карбида кальция, при помощи воды.
Кислород для горения ацетилена поступает на стройки в герметических баллонах, под давлением до 150 ати. Ацетилен и кислород подводят в горелку, смешиваются и по выходе из наконечника горелки зажигаются.
Перед тем как поступить в горелку, ацетилен проходит через очистительные приборы и предохранительный водяной затвор, препятствующий обратному удару пламени из горелки в ацетиленовый генератор. Кислород из баллона перед поступлением в горелку пропускают через редуктор, для снижения и автоматического поддержания давления кислорода, независимо от изменения давления в баллоне.
При работе с генераторным ацетиленом применяют горелки инжекторного типа, работающие по принципу засасывания ацетилена кислородной струей.
При хорошем пламени горелки соотношение между объемами кислорода и ацетилена составляет 1,15 : 1. При большем количестве кислорода пламя становится окислительным и может вызвать при сварке пережог (окисление) металла; при большем количестве ацетилена пламя становится науглероживающим.
Поверхность свариваемого металла должна находиться на расстоянии около 5 мм от блестящего ядра пламени, так как в этом месте температура наиболее высока (около 3000°).
В качестве присадочного металла используют проволоку или прутки металла, по возможности такого же состава, как и свариваемый металл. Сваривая чугун и цветные металлы применяется, кроме того, введение флюсов.

Газовая сварка используется для цветных металлов, чугунных изделий и для сталей малых толщин (1,5 мм и ниже).
В строительстве газовая сварка применяется крайне мало из-за малой ее производительности и большей стоимости по сравнению с дуговой.
За последние годы в России при постройке магистральных нефте- и газопроводов получила широкое распространение полуавтоматическая газопрессовая сварка, которая заключается в разогреве стыка свариваемых деталей при помощи многопламенной ацетиленокислородной горелки до пластического состояния или до оплавления с последующим осаживанием стыка под большим давлением. Этим способом хорошо сваривают (встык) детали сплошного и трубчатого сечения. Имеется станок для газопрессовой сварки стержней диаметром до 75 мм с максимальным усилием осадки 14 т.
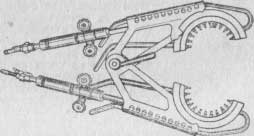
Рис. 1. Ацетилено-кислородная горелка для газопрессовой сварки и термической обработки круглых сечений.
На рис. 1 представлена кольцевая горелка в разомкнутом положении для газопрессовой сварки круглых сечений. Металл разогревается до t=1200—1250°, а давление осадки достигает 2—2,5 кг/мм2 площади поперечного сечения свариваемых деталей.
Газопрессовая сварка, является высокопроизводительным процессом и дает прочный стык при сварке низко- и среднеуглеродистых сталей (при С
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.
Устройство и принцип работы
Газовая сварка – соединение деталей из металла под воздействием пламени с высокой температурой, благодаря чему на их поверхностей образуются сварочные ванны. Пламя получается при горении ацетилена с катализатором О2 и образованием горячей факельной струи. Такая горелка также имеет высокую функциональность по резке металлов.
- Газ и кислород поступают по своим каналам в горелку, где смешиваются, образовавшийся газ выходит через откалиброванное сопло наконечника ацетиленовой горелки.
- Газотопливную смесь поджигают, после этого образуется факел, размеры которого устанавливают с помощью регулирующих кранов (вентилей).
- Ацетиленовое пламя формируется из 3-х частей: ядро, с самой высокой Т, восстановления и факела. Процесс сварки происходит во второй и третьей частях.
- Открытое высокотемпературное пламя предохраняет сварочную поверхность от контактов с воздушным окислителем.
- Сварка начинается с нагрева кромок деталей, далее происходит их оплавление и соединение. Процесс требует большого расхода газа, для создания высокотемпературного режима.
- Другой этап — наплавка с применением мягкого металлического присадочного прутка, насыщающего сварочную ванну у кромок.
 Как выглядит ацетиленовая горелка
Как выглядит ацетиленовая горелка
- Пропановый баллон;
- кислородный баллон, подающий О2 являющейся катализатором процесса горения;
- шланги;
- газовая горелка: трубка из бронзы, 2-х регуляторов для каждого газового баллона, откалиброванная форсунка для тонкого распыла газовой среды под давлением.
В саму горелку газ с кислородом поступают по отдельным путям. Потом они смешиваются, и эта смесь выходит с горелки через откалиброванное сопло наконечника.
Эта смесь газа и кислорода поджигается. Размер пламени может быть любым, он выставляется индивидуально с помощью вентилей (регуляторов).
Если разбирать пламя, то можно образно выделить 3 части: ядро, в котором самая большая температура, факел и восстановления.
Пламя с очень высокой температурой предохраняет воздействия чистого кислорода непосредственно на сам металл. Это необходимо, что бы предотвратить окисления. Процесс сварки начинается с нагрева боковых частей детали, потом происходит плавления и их соединения.
Существует другой вариант, который основывается на применении присадочного прутка. С помощью его происходит насыщения сварочных ванн у кромок деталей.
Кровельные горелки

Специальные устройства, предназначенные для нагрева наплавляемых видов кровельных покрытий.
Кроме основного назначения, кровельные приборы применяются также для работ, требующих прогрева:
· нагрева заготовок и деталей;
Конструкция устройств состоит из:
· шланга для поступления газовой смеси;
· стакана, изготовленного из металла повышенной жаропрочности;
· вентиля для корректировки напора газа;
· форсунки для розжига с ветрозащитой.
Кровельные горелки отличаются небольшой массой (до 1,5 кг), для удобства производства работ оснащаются деревянной или пластиковой рукоятью длиной до 1,5 м.
В качестве горючего газа преимущественно применяется баллонный пропан, подающийся через шланг. Интенсивность его поступления и длина пламени управляется посредством расположенного на рукоятке вентиля. Для оптимального потребления газа горелки для кровельных работ часто оснащаются редуктором, контролирующим его расход.
Независимо от модели, в приборах предусмотрена система всасывания атмосферного воздуха. Возможность установки и изменения режимов работы позволяет экономить топливо при переводе прибора в состояние ожидания.
Розжиг кровельных горелок осуществляется зажигалкой либо спичками, в современных моделях предусмотрено наличие такой полезной опции, как пьезоподжиг.

