


Как паять медные трубки газовой горелкой?
Что необходимо для пайки медных труб своими руками
Пайка медных труб – это простой и надежный способ неразъемного соединения трубопровода. Медь относится к тем металлам, которые отлично поддаются пайке. Однако, чтобы проводить работу своими руками, необходимо придерживаться правил безопасности и иметь определенные знания.
Пайка медных трубок
Чтобы понять, как паять медные трубы, нужно изучить технологию процесса пайки, перечень оборудования и инструментов для проведения работ.
Специальный инструмент для пайки медных труб.
Самым популярным сварочным аппаратом, используемым специалистами для соединения газовых, водопроводных труб, монтажа систем кондиционирования и охлаждения, несомненно, стала газовая горелка для медных труб. Их отличает удобство использования, экономичность, безопасность, возможность регулировки силы пламени для каждого конкретного вида работ.
Классификация горелок проводится по их производительности, применяемому газу и мощности. Например, для выполнения больших объемов на стройках или в ЖКХ нужны мощные аппараты со стационарными газовыми баллонами. Для выполнения небольших объемов подойдут бытовые аппараты с одноразовыми баллонами. К отдельному виду относят ацитилен-кослородные газовые горелки для пайки медных труб, которые имеют некоторые конструкционные отличия, но также применяются как в бытовом, так и в промышленном объеме при пайке твердыми припоями.

Мощность горелки определяется в зависимости от того, какой припой для медных труб с какой температурой плавления будет использован. Так, для пайки твердыми припоями применяют профессиональный пост, а если пайка может быть выполнена как с мягкими, так и с твердыми припоями, достаточно полупрофессионального аппарата.
Для разного вида пайки используют газовые смеси, отличающиеся по составу. На смеси газ-воздух работают преимущественно бытовые горелки, обладающие компактными размерами и небольшим весом. Они наиболее приспособлены для использования при пайке труб небольших диаметров. Смесь газ-кислород позволяет проводить пайку труб из различных металлов и с любыми диаметрами. Она используется в основном в профессиональных станциях, где баллоны закреплены стационарно.
Оборудование для пайки медных труб представлено на рынке как отечественными аппаратами, например, Профи-Тулс, Аллгаз, «Донмет», так и зарубежными брендами Rothenberger, Kemper, Virax, Rems, Uniweld или BernzOmatiс. Выбор большой и приобретение оригинального профессионального оборудования будет гарантировать надежность и качество работы газосварочных аппаратов.
Пайка в печах
 Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.
- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
Но не только температура плавления отличает один припой от другого. Не менее важен их химический состав. Наиболее распространена пайка меди твёрдым припоем. В ходе такой работы используются смеси, приготовленные по различным рецептам. Они разделены на несколько основных категорий.
- Оловянно-медные и серебряно-медные. Это – достаточно простые в применении низкотемпературные припои.
- Медно-фосфорные. Эти высокотемпературные припои удобны тем, что при необходимости могут использоваться без флюсов. Но при низких температурах его механические свойства ухудшаются и, как следствие, падает прочность соединительного шва.
- Медно-серебряно-цинковые. Они также обладают высокой тугоплавкостью. Среди их достоинств – хорошая пластичность и высокая коррозионная стойкость.
- Высокотемпературные серебряные припои обладают хорошими механическими свойствами, однако, для их применения обязательно необходим флюс. Важным недостатком является и высокая стоимость материала.
При обилии предложений на рынке, изготовление припоя своими руками не слишком оправдано.
Для изготовления водопроводов и изделий, контактирующих с пищей, использовать составы, содержащие свинец, недопустимо. Причина очевидна – свинец ядовит. Отдельной проблемой является пайка нержавейки с медью. Но и она решается правильным выбором припоя и флюса.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото — горелка
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;

 Фото — твердый припой
Фото — твердый припой - Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото — флюс-паста
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
 Фото — паяльник
Фото — паяльник
Пайка медных труб:
Пайка труб из меди — продолжительный процесс. Работу нужно разделить на несколько этапов.
- В первую очередь вам потребуется отрезать трубу необходимой длины труборезом. При этом трубу держат перпендикулярно инструменту, т. к. срез нужен ровный.
- Заусенцы снимаются с помощью щетки для паяемой поверхности. Внутреннюю поверхность очищают специальным стальным ершиком. Ни в коем случае не используйте для снятия заусенцев мелкозернистую наждачную шкурку, т. к. из-за мягкости меди частицы абразива со шкурки останутся на поверхности, что будет препятствовать адгезии.
- Второй отрезок трубы расширьте до необходимого диаметра труборасширителем до тех пор, пока одна труба не станет свободно входить в другую, оставляя небольшой зазор. Край расширенной трубы также нужно очистите от заусенцев и загрязнений.
- Нанесите флюс, равномерно распределив его по поверхности кисточкой. Рекомендуется наносить флюс на трубу меньшего диаметра.
- Соедините трубы, вставив одну в другую. Для снятия излишков флюса используйте влажную тряпку.
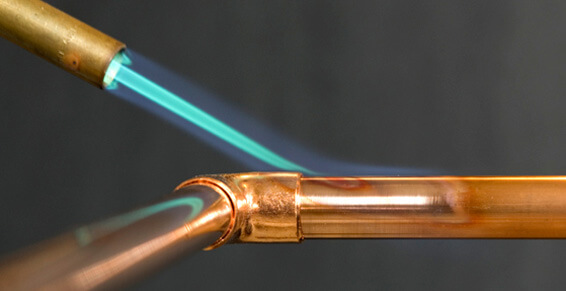
- Прогрейте соединение. При этом важно следить за равномерным прогреванием всего узла. Для этого смотрите за изменением цвета флюса — остановить нагрев следует тогда, когда флюс станет серебристым.
- Поднесите к стыку трубы припой. Он начнёт плавиться без горелки и, растекаясь, заполнит зазоры между трубами из-за капиллярного эффекта. Прекратите пайку при появлении первых капель припоя на поверхности труб.
- Дайте трубам остыть. В это время на соединение не дуйте на них и не прикладывайте к ним физическую нагрузку.
- После остывания соединения протрите его влажной тряпкой для удаления остатков флюса и припоя.
Спаять медные трубы для сборки водопроводной или отопительной системы может каждый, кто умеет обращаться с обычным строительными инструментами. Важно выполнять работу аккуратно и не нарушать технологию пайки.
В производстве медных труб используются высококачественные сплавы, обладающие устойчивостью к коррозии и давлению, не теряющие своей твёрдости и пластичности. В пересчете на погонный метр водопроводная или отопительная система из медных труб сопоставима с аналогичной, собранной из пластиковых труб. Это объясняется и сроком службы медных труб в 50-100 лет, и отсутствием необходимости в их обслуживании, и экономией на дорогостоящих фитингах.
Ошибки, которые допускаются при пайке
Самые распространенные ошибки:
- Пайщик слабо прогревает место соединения, в результате чего деталь не сплавляется с припоем. При небольшой нагрузке место пайки разрушается.
- Перегревание места пайки приводит к тому, что флюс сгорает и на поверхности образовывается окалина и окись, что сказывается на надежности пайки.
Определить правильную рабочую температуру при которой происходит качественная пайка соединений, может только опытный мастер, который постоянно занимается этим видом работ.
Подбор припоя и флюса
 Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
Когда проводится пайка медных сплавов при низкотемпературном режиме, применяются оловянно-свинцовые припои и свинцово-серебряные.
В зону пайки добавляется или канифоль, растворенная спиртом, или хлористый цинк. Это флюсы. К сожалению, оловянные и свинцовые добавки – это высокая хрупкость соединения, которая образуется за счет так называемых интерметаллидов. При низких температурных режимах пайки в них образуются трещины.
Поэтому для соединения меди используются припойные материалы, в которых олова содержится не более 15%. Свинцовая составляющая увеличивает ударную вязкость стыка.
А если в материале содержится серебро, то соединение меди становится хладо- и теплостойким. Но необходимо учитывать и тот факт, что серебро снижает прочность соединения.
При диффузионной пайке припой для меди – это несколько металлов: олово, свинец, индий и галлий. Если проводится низкотемпературный процесс, то нельзя гарантировать высокую прочность соединения. Она не выше 70 МПа.
Капиллярная пайка также может быть проведена этими припоями. Но с одним условием – зазор между заготовками не должен превышать 0,5 мм, а температура пайки не больше +900 ℃.
Для пайки оловянной бронзы применяют серебряные, оловянно-свинцовые и медно-цинковые припои. При высоком содержании олова в сплаве медно-цинковый материала нежелателен. В процессе пайки бронзу следует разогревать постепенно, и тщательно флюсовать металл.
 Чтобы создать герметичное соединение между деталями различного назначения, используется горелка для пайки медных труб твёрдым припоем.
Чтобы создать герметичное соединение между деталями различного назначения, используется горелка для пайки медных труб твёрдым припоем.
Это устройство отличается несколькими положительными характеристиками:
- экономичность,
- безопасность,
- регулировка пламени,
- лёгкое обслуживание.
Газовые аппараты для сварки делятся на несколько видов.
Решающее значение при выборе имеют:
 тип газа,
тип газа,- производительность,
- мощность.
Для большого объёма работы используются мощные устройства, оснащённые стационарными баллонами. Когда требуется выполнить несколько ручных операций, применяется паяльник и горелки газовые для пайки с одноразовым баллоном.
Ацетиленовые системы используются для паяльных работ с применением твёрдого припоя, когда требуется запаять большие диаметры.
Температура плавления применяемого припоя становится определяющим фактором при подборе горелки. Чтобы паять медные трубки твёрдыми припоями, используются профессиональные виды газовых горелок. Для работы с более мягкими припоями операцию выполняют полупрофессиональным устройством.
Для каждого типа пайки применяются разнообразные газовые смеси. Например, газ-воздух подаётся в системы небольшого веса и компактных габаритов. Такое оборудование для пайки медных труб обрело большую популярность, особенно когда нужно запаять трубы малого диаметра.
Газ-кислород позволяет проводить пайки деталей любого диаметра. Смесь может работать с любым материалом. Этот комплект, имеющий стационарное крепление баллонов, используется на профессиональных станциях.
Инструмент для проведения пайки
Для достижения высококачественной пайки, необходимо иметь специальное оборудование. К нему относятся:
- Труборез.
- Фаскосниматель.
- Труборасширитель. Позволяет не использовать фитинги. Расширяет торец трубы.
- Металлический ёрш.
- Отражатель пламени. Крепится прямо на сопло. Даёт возможность пользоваться горелкой около горючих материалов, сохраняет тепло, способствует равномерному прогреву медной трубки.
Выбор газовой горелки
 Мастер подбирает оборудование, учитывая все требования разработанного технологического процесса. По мощности горелки определяют тип баллончика. Он бывает двух видов: стационарный и ацетилен — кислородный.
Мастер подбирает оборудование, учитывая все требования разработанного технологического процесса. По мощности горелки определяют тип баллончика. Он бывает двух видов: стационарный и ацетилен — кислородный.
Профессиональные горелки используют твёрдый припой. Для работы в бытовых условиях применяются газовые горелки с мягким припоем. Применение полупрофессиональных систем позволяет паять детали независимо от того, какой припой. Также горелку можно изготовить самостоятельно.
Специальный электрический термофен позволяет пользоваться мягким припоем. Этот инструмент даёт возможность сохранять определённое значение температуры плавки. В случае необходимости её можно регулировать. Специальные насадки направляют струю нагретого воздуха на конкретный участок детали.
Сегодня промышленность выпускает большой ассортимент горелок, однако все они имеют одинаковые базовые компоненты:
- фиксирующие приспособления для установки баллона,
- головки,
- редуктор,
- регулятор струи газа,
- форсунки,
- переходник,
- наконечник.
Температура плавления у бытовых горелок — 1000 —1500 градусов, у промышленных — 1500 — 2000 градусов.
От используемой газовой смеси зависит тип горелки:
- Пропановые. Получили самое большое распространение.
- Работающие на MAPP-газе. Отличаются поддержкой мягкого топлива, высокоэффективным сжиганием газа.
- Ацетилен — кислородные. Оснащаются стационарно зафиксированными газовыми баллонами. Часто применяются для создания магистрального трубопровода.
Самыми удобными считаются горелки, работающие с одноразовыми газовыми баллонами. Они способны работать, независимо от вида газовой смеси. Регулировка струи газа осуществляется поворотом ручки вентиля редуктора.
В отличие от стационарных установок горелки, имеющие хороший одноразовый баллон, обладают несколькими положительными качествами:
- Лёгкая транспортировка.
- Простое обслуживание.
- Не требует наличия электричества.
- Выполняет разные задачи, за счёт крепления нескольких видов сопел.
- Управление силой пламени.
- Полная безопасность. Благодаря обратному клапану происходит быстро перекрывание подачи газа.
- Высококачественная пайка.
Единственным недостатком этих систем считается необходимость установки нового баллона после окончания работ.
Технология пайки
Для достижения качественной пайки с использованием газовой горелки, необходимо соблюдать определённые правила:
- Поверхность деталей должна быть очищена от грязи. Категорически запрещается пользоваться царапающими материалами.
- Для исключения попадания воздуха внутрь шва, поверхность сцепления должна быть покрыта флюсом.
- Нагрев деталей должен происходить равномерно. Припой не должен перегреваться. Соединение получится низкого качества.
- Между поверхностями припаиваемых труб должен оставаться зазор (25— 125 мкм.).
- Чтобы в дальнейшем не появилась коррозия, флюс должен быть удалён.

