


Настройка ацетиленовой горелки
Сварка ацетиленом
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция. И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили. С их помощью регулировалась подача и расход ацетилена и кислорода.

Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Характеристика
Сварочная ацетиленовая горелка — это специальное устройство, в которое подаётся для сгорания особый газ (ацетилен). Его используют чаще других приспособлений для газовой сварки. Причины популярности вполне очевидны:
пригодность для работы даже при ограниченном наборе оборудования;
высокая эффективность применения (оправданная даже на атомных и иных ответственных объектах).
Температура горения ацетилена больше, чем у любого другого из сварочных газов. Она достигает 3200 градусов. Причина состоит в том, что реакция ацетиленового горения — эндотермическая, в то время как другие газы поглощают тепло в процессе распада. Полное сгорание 1 куб. м. этого газа потребует использовать 2,5 куб. м. воздуха. Таковы расчеты, проведённые химиками на основе формул реагирующих веществ.
Однако на практике в пламени ацетилен сгорает лишь неполно, поэтому при реальной сварке расход воздуха не превышает 1-1,2 куб. м. Из-за этого общая полезная производительность по теплу вместо теоретически рассчитанных 13500 ккал на 1 м3 составляет только 5120 ккал на 1 м3. На практике чаще всего используют кислородно-ацетиленовую смесь, в которой 55% приходится на ацетилен, а остальные 45% массы представлены кислородом.
Именно такое соотношение позволяет добиться наивысшей возможной температуры сжигания.

Полезно разобраться также, чем ацетиленовая горелка отличается от пропановой на практике. Первый тип в основном используется для работы со сравнительно тонким (не более 6 мм) металлом. Наконечники горелочных устройств содержат, кроме инжектора, также мундштук и трубку. Пропорции отверстий в мундштуках и инжекторах рассчитываются строго индивидуально для каждого используемого газа. Поэтому для замены газа приходится использовать другой наконечник, желательно того же производителя.

Плюсы и минусы
Резаки для ручной газовой резки с внутрисопловым смешением газов отличаются такими преимуществами:
- Большая толщина реза – до 300 мм, но зависит от модели устройства и максимального давления режущего кислорода.
- Стабильная и безопасная работа – без обратных ударов и хлопков.
- Простая конструкция – обеспечивает возможность легкой замены составляющих элементов и длительный эксплуатационный ресурс.
- Возможность вырезания заготовок любых размеров и форм.
- Повышенная производительность.

Фото 5. Процесс ручной газокислородной резки
Среди основных недостатков инструмента следует отметить следующие:
- Возможность тепловой деформации вырезаемых деталей из-за их нагрева до предельно высоких температур.
- Необходимость соблюдать определенные припуски при разметке, так как процесс характеризуется довольно большой толщиной реза.
- Необходимость дополнительной обработки кромок перед сваркой или другими работами, что обусловлено образованием окислов и окалины.
Разновидности ручных
Атмосферные

Инжекционные газовые горелки представляют собой устройства, работа которых основывается на инжекции (всасывании) воздуха в корпус мощной струей газа.
Такое оборудование популярно и востребовано в основном на предприятиях и заводских цехах по причине принудительного поступления воздушного потока. Для пользователей-любителей же инжекционные горелки слишком затратны и приобретать их особого смысла нет.
Горелка газовоздушная работает по такому принципу. Воздушный поток всасывается в корпус, где соединяется с горючим газом.
[stextbox некоторых моделей основана на обратном принципе – газ затягивается под влиянием мощного воздушного потока.[/stextbox]
Такой вариант допустим в ситуации, когда давление газа равно атмосферному. При прохождении по соплу газовоздушная смесь разгоняется, создается разреженная зона за соплом.
Устройства, у которых выполняется полное смешивание газа со средним давлением с требуемым объемом воздуха, при функционировании выпускают малое пламя.
Лампы с неполным соединением газа и воздуха для объединения в корпус поступает лишь до 60% от нужного объема. Недостающий воздух приходит извне прямо к пламени при разрежении в топке газовоздушного потока, инжектированного в смеситель.
Инжекторные приборы с малым давлением газовоздушной смеси отличаются устойчивостью пламени и применяются для разнообразных тепловых нагрузок.
Эжекционные (с наддувом)
 Эжекционные приборы отличаются специфичным предназначением и конструкцией. Они – верные спутники конструкторов и специалистов, выполняющих спайку цветных металлов. Повышенная температура и возможность регулирования потока позволяют использовать паяльные лампы для закаливания металлов либо иной термообработки, требующей повышенной точности и резких очертаний конуса огня.
Эжекционные приборы отличаются специфичным предназначением и конструкцией. Они – верные спутники конструкторов и специалистов, выполняющих спайку цветных металлов. Повышенная температура и возможность регулирования потока позволяют использовать паяльные лампы для закаливания металлов либо иной термообработки, требующей повышенной точности и резких очертаний конуса огня.
В зависимости от области применения устройство и габариты паяльника и дюз различаются.
Самые портативные модели применяются в ювелирном деле и для спаивания тонких металлов – они незаменимы при выполнении филигранной работы.
Лампы средних размеров с конусом 3-9 мм используются для электропайки муфт, алюминиевых и медных труб, изделий из меди и ее сплавов.
Крупные устройства отличаются высокой мощностью, потому используются для таких работ, как точная сгибка, художественная ковка, штамповка. Применяются они также как основа для создания домашних горнов и печей для закалки.
Эжекторные паяльники обладают высокой устойчивостью пламени со стабильной температурой. Для снижения потребления газа и оперативного достижения требуемой мощности в них используется преднагревательный контур.
Другие виды
 Также выпускаются горелки, в которых применяется МАРР вместо привычной смеси пропана и бутана или природного газа. Пламя таких паяльников способно гореть с температурой 2200-2400°С. Основной поток энергии концентрируется в конусе с ярко выраженными контурами.
Также выпускаются горелки, в которых применяется МАРР вместо привычной смеси пропана и бутана или природного газа. Пламя таких паяльников способно гореть с температурой 2200-2400°С. Основной поток энергии концентрируется в конусе с ярко выраженными контурами.
Такие устройства применяются для прогревания, ковки, сгибания массивных заготовок либо изделий из высокоуглеродистых марок стали, закалки и отпуска металла. МАРР отличается низкой температурой кипения, использование такого газа возможно даже в паяльниках без подогревающего контура.
По типу топлива паяльники разделяются на:
- пропановые;
- ацетиленовые;
- водородные;
Особенность пропановых горелок для пайки – формирование чрезвычайно тонкой струи огня. Благодаря этому устройства такого типа применяются для точечной обработки металлов, фигурного резания, изготовления декоративных элементов.
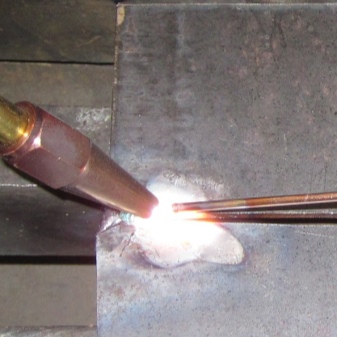
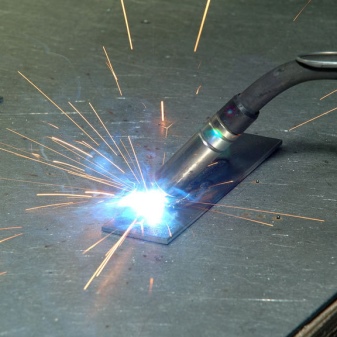
Для работ с использованием ацетильно-кислородных горелок необходимо правильно подбирать размер наконечника и тип форсунки, через которую будет подаваться смесь из ацетилена и кислорода. Зажечь паяльник можно только после появления из сопла характерного для горючего газа запаха, после добавления кислорода образуется пламя синего цвета. При ошибках в настройках, ацетиленовая горелка станет резать, а не сваривать.
Сформированная водородной горелкой дуга отличается высокой устойчивостью независимо от проведения предварительной обработки соединяемых элементов. Для работы требуется использование электролизера, то есть кислородно-водородного газосварочного прибора, в котором под воздействием электротока в автоматическом режиме выполняется разделение воды на водород и кислород.
[stextbox Выбор в пользу определенного типа горелки по мощности производится в зависимости от толщины сопрягаемых деталей. Изделия толщиной до 3 мм поддаются обработке при мощности паяльника 1,5 киловатт. Для прутьев и металлических плит толщиной до 14 мм необходима мощность как минимум 2-3 кВт.[/stextbox]
Разделение горелок по мощности
В соответствии с ГОСТ 1077-79 горелки разделяются по мощности пламени на:
· Микромощные, применяющиеся преимущественно в лабораториях, испытательных, научных и учебных центрах.
· Маломощные с расходом горючего газа от 25 до 700 л/час, кислорода – 35-900 л/час. Оснащаются наконечниками с номерами от 0 до 3.
· Среднемощные. Расход рабочего газа за час работы – 50-2500 л, кислорода – 65-3000 л. Применяются наконечники No1-7.
· Высокой мощности, отличающиеся потреблением горючего газа свыше 2500 л/час, кислорода – более 3000 л/час.
Критерии выбора
Для ацетиленовой сварки используется распространённое и дешевое оборудование. Раньше газ получали в газогенераторах, но сейчас, в основном, больше используют баллонный ацетилен. Его баллон окрашен белым цветом. Для осуществления процесса окисления применяют баллонный кислород, который перевозят на тележках, особой конструкции.
Существует ряд типоразмеров горелки, маркируемых по толщине свариваемого металла. Самый малый номер – 0, а самый большой – 7. Для выполнения газопламенной обработки с использованием ацетилена применяются исключительно ацетиленовые горелки. Основным моментом в их выборе являются технические параметры выполняемой работы: толщина свариваемых изделий, химический состав материала и используемые диаметры наконечников, от которых будет зависеть размеры соединительного шва и качественность выполнения операции. В связи с чем, подбор ацетиленовой горелки выполняют с учетом требований к обрабатываемым деталям.
 Ацетиленовая горелка Донмет-251
Ацетиленовая горелка Донмет-251
Сегодня самыми использованными горелками являются:
- Г2 для проведения сварки при помощи различные наконечники, от 0 до 4 размера включительно, с толщиной деталей от 0.2 до 7.0 мм и максимальной скоростью сварки до 200 мм/мин.
- Г3, Донмет-251 для сварки металла толщиной до 30.0 мм, с наконечниками от 2 до 7 размера и поддержанием режимного давления кислорода и ацетилена. Например, для сварки элементов толщиной от 7.0 до 11.0 мм используют наконечник No 5, с давлением кислорода от 2 до 3 кгс/см2, а ацетилена от 0.4 до 1.0 кгс/см2. При этом можно обеспечить скорость сварки до 45 мм/мин.
- Резак Р2А-02М “Сварог”, предназначен для резки листа из черных металлов.
Причины обратного удара
Что приводит к возникновению такой фатальной ситуации:
• неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени;
• слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки;
• в мундштуке накапливается сор, если он забьет отверстие на его конце, давление газа на выходе увеличится;
• закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду.
• если закончился баллон с кислородом или забился инжектор и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения
Внешние признаки:
• резкий хлопок, но горение пламени продолжается (слабое пламя, неправильная настройка);
• хлопок с прекращением горения из мундштука идет дым.
Выбор режимов
 Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
Редукторы

- Редукторы кислородные
- Редукторы пропановые
- Редукторы ацетиленовые
- Редукторы аргоновые
- Редукторы углекислотные
- Редукторы азотные
- Редукторы газовые высокого давления
- Сетевые редукторы
- Редукторы для сжатого воздуха
- Редукторы гелиевые
Редуктор баллонный (газовый) служит для регулирования давления газа, подаваемого из баллона к сварочному инструменту, а также его поддержания на заданном уровне.
Сейчас на рынке представлено множество видов и модификаций редукторов для сварки. Связано это с тем что в первую очередь их отличия заключаются в используемом газе, поэтому их разделяют по типу газа, и как правило каждый отдельный редуктор используется только с одним газом:
- кислород,
- ацетилен,
- пропан,
- углекислота.
Но существуют и универсальные редукторы, которые могут работать с несколькими газами.
Также стоит отметить что среди редукторов можно выделить так называемые бытовые, которые используются в быту для понижения давления пропана поступающего из баллона в газовую печку или при розливе напитков для насыщения их углекислотой — для этого нужен углекислотный редуктор. Еще один важный критерий для какого горючего или негорючего газа он предназначен. Для того чтобы предотвратить ошибки, первые имеют левую резьбу.
Все остальные редукторы как правило используются в промышленности, а именно при проведении сварочных работ при которых необходима регулировка давления горючих газов поступающих к сварочному оборудованию из баллонов.

