


Пайка резцов латунью
Качественная пайка резцов в домашних условиях
Каждый, кто занимается токарным делом, встречается с такой проблемой, как пайка резцов в домашних условиях. Это достаточно-таки нужная процедура, которая осуществляет напайку твердосплавных пластин на держатели токарных резцов, помогает закалить инструмент. В этом деле участвует высокочастотный ток или газовая горелка. Но для последней аппаратуры все же необходимо иметь хороший опыт.
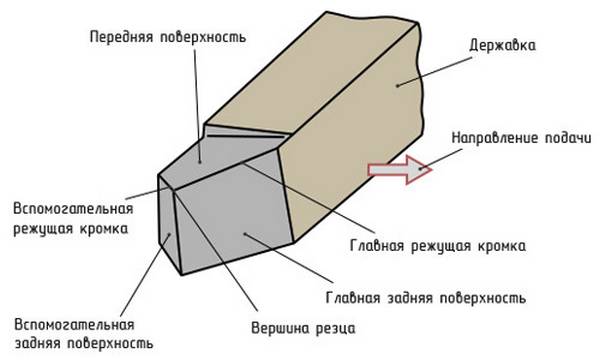
Элементы токарного резца.
Пайка твердыми припоями
Низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности. Их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Основанием для разделения этих способов принято считать пограничную температуру плавления припоев 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего, значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.

Спаянная рама велосипеда
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек.
К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Пайка элементов из меди
Данный химический состав очень часто используют для выполнения пайки в домашних условиях труб из меди и других медных материалов.
Следует отметить, что практически в каждом доме можно найти некоторые элементы в системе водопровода, выполненные из меди.
Перед тем как выполнить ремонт таких элементов при помощи буры, рекомендуется изучить свойства этого материала и изучить технологию пайки.
Данный высокотемпературный флюс имеет ряд достоинств. В первую очередь, им можно пользоваться при любой температуре изделия.
Кроме этого, пользуясь этим электродом, можно производить соединение металла с неметаллом. Соединения, которые получены этим припоем, можно в любой момент без каких-либо сложностей распаять.
Следует отметить и то, что сами детали и припой имеют отличное взаимодействие между собой.
Кроме этого, размеры и форма самого изделия никак не меняются, так как данным электродом основной металл не подвергается деформации и расплавлению.
Такая пайка металла обеспечивает прочное и достаточно надежное соединение.
Следует отметить, что пользоваться бурой следует в определенной последовательности. В первую очередь, следует тщательно подготовить к работе саму поверхность в месте пайки.
Для этого необходимо с поверхности полностью удалить все загрязнения, снять образовавшуюся оксидную пленку, что очень удобно сделать флюсом, в котором основным элементом выступает бура.
Далее следует в обязательном порядке, в образованный элементами зазор, аккуратно ввести припой в жидком состоянии.
В этот момент между самими деталями и непосредственно припоем осуществляется плотное взаимодействие. После этого припой начинает постепенно кристаллизоваться.
Если всю работу выполнить правильно и в соответствии с технологией, то соединение получиться прочным и надежным.
Напайки твердосплавные. Напайка твердосплавных пластин.
НАПАЙКА В ПЛАМЕННЫХ, ГАЗОВЫХ ИЛИ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ.
Предварительный нагрев стержня.
Головку резца медленно нагревают до температуры плавления буры
Подготовка резца к напайке.
Нагретое гнездо посыпают бурой, затем резец вынимают из печи и металлической щеткой очищают образовавшийся жидкий слой шлака на гнезде.
Затем гнездо вновь посыпают бурой, после чего в него устанавливают пластинку твердого сплава, сверху кладут соответствующее количество припоя и вновь посыпают бурой, так, чтобы бура покрыла сплошным слоем припой и всю пластинку.
Эту операцию нужно производить быстро, чтобы стержень не успел охладиться.
Расплавление припоя.

Головку подготовленного к напайке резца помещают в окно печи с температурой 1200° и выдерживают до расплавления припоя.
Прижим пластинки.
Как только припой расплавится и затечет под пластинку, резец быстро вынимают из печи, кладут на подставку, остроконечным стержнем поправляют пластинку в гнезде и плотно прижимают её к опорным поверхностям гнезда. Прижим длится несколько секунд, до затвердения припоя.
Охлаждение резца.
Во избежание резкого охлаждения, ведущего к появлению трещин в пластинке твердого сплава, резец помещают в ящик с крупкой древесного угля или с сухим подогретым песком, где резец медленно остывает.
Значительно лучше резцы, сейчас же после напайки, помещать в камерную печь, нагретую до температуры 250°. Резцы выдерживаются в печи в течение 5—6 часов, после чего охлаждаются вместе с печью.
Очистка резца.
После напайки резец очищают от окалины на пескоструйном аппарате.
НАПАЙКА КОНТАКТНЫМ СПОСОБОМ НА ЭЛЕКТРОСВАРОЧНЫХ АППАРАТАХ.
Контактная напайка производится на стыковых электросварочных аппаратах, которые оборудуются несложным приспособлением, состоящим из 2-х плоских контактных губок, набора торцевых контактов, блока с грузом и педальной кнопки к контактору аппарата. Контакт подводится на 2-3 мм ниже пластинки твердого сплава.
Операция напайки очень похожа на печную и заключается в следующем:
1.Стержень резца зажимается в контактных губках таким образом, чтобы обеспечить возможно большую поверхность соприкосновения торца резца с поверхностью торцевого контакта.
2.Торцевой контакт подводится и прижимается к стержню.
3.Гнездо для пластинки посыпают бурой, а затем путем периодического включения и выключения тока нагревают головку резца до температуры плавления буры (800°). После расплавления буры, металлической щеткой очищают гнездо от окислов и шлаков и опять посыпают бурой; сверху укладывают пластинку твердого сплава, поверх неё припой и сверху опять густо посыпают бурой. ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава
ПРАВИЛЬНО. Контакт не касается пластинки твердого сплава

НЕПРАВИЛЬНО. Контакт касается пластинки твердого сплава.
4.Включается ток для расплавления припоя, после чего ток выключается, а пластинка прижимается к гнезду остроконечным металлическим стержнем.
5.Резец освобождается от зажимов и помещается в ящик с крупкой древесного угля или с сухим подогретым песком для медленного остывания.
6.Остывающий резец очищается от окалины на пескоструйном аппарате.
ГАЗОВАЯ НАПАЙКА

При этом способе источником тепла является ацетилено-кислородная горелка. Следует отметить, что этот способ применяется лишь в
случае отсутствия других, описанных выше, источников тепла, либо когда необходимо напаять небольшое количество инструментов.
Пластинка из твердого сплава нагревается с помощью пламени, направленного на стержень резца. В пламени горелки должно присутствовать большое количество ацетилена.
Процесс напайки аналогичен описанному выше печному.
Напайка этим методом должна быть поручена сварщику с достаточным опытом работы.
При любом способе напайки, в результате её, припой в виде тонкой (до 0,1 мм) сплошной пленки должен соединять все поверхности соприкасания пластинки и гнезда.
Термические добавки (флюсы)
 Чаще всего латунные припои применяются при необходимости сочленения изделий, изготавливаемых из того же материала.
Чаще всего латунные припои применяются при необходимости сочленения изделий, изготавливаемых из того же материала.
Поскольку латунь (сплав цинка и меди в пропорции два к трём) относится к категории тугоплавких припоев – при работе с ней невозможно обойтись без специальных добавок – флюсов.
Грамотный выбор активных материалов при работе с латунными изделиями не только позволяет получить достаточно прочное соединение, но и существенно упрощает сам рабочий процесс.
Помимо всего прочего, получающиеся при работе с флюсом паяные швы имеют вполне законченный и эстетичный вид и не нуждаются в дополнительной правке.

Для получения требуемого результата не подойдут обычные составы на основе спирта и канифоли, посредством которых не удаётся растворить плёнку из окислов, всегда имеющейся на латунных изделиях.
Вот почему при пайке латуни должны применяться более активные виды флюсовых добавок, приготавливаемые на основе хлористого цинка. С перечнем существующих модификаций хлористо-цинковых флюсов и сферами их применения можно ознакомиться в соответствующей таблице.

К числу наиболее распространённых наименований флюсовых компонентов также относятся такие известные активные добавки, как бура и её производные (фтороборат калия, например).
При работе с бурой и другими флюсами содержание активных составляющих в зоне пайки не должно превышать 5-ти процентов, что вполне достаточно для хорошей текучести латунного припоя и качественного заполнения имеющихся зазоров.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов. Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота. И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.
Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Забытый способ
Однако до сегодняшнего дня дожил еще дин способ обработки резцов путем нагрева, который мы все начали забывать – пайка на контактных машинах. Данный способ является оптимальным для обработки деталей домашних условиях.
Особенности конструкции и принцип действия
Принцип осуществления способа заключается в тепловом воздействии электротока на проводник. При этом количество тепла, выделяемого во время работы в домашних условиях, зависит от величины электрического тока, электрического сопротивления проводника, а также времени его воздействия на проводник.

Опираясь на данную зависимость, был создан специальный аппарат, который представляет собой понижающий трансформатор. Благодаря данному аппарату становится возможной пайка рассматриваемых элементов, воссоздание качественной детали и т. п. Первичная обмотка трансформатора рассчитана на 220 В, а вторичная – на 2 В. Поперечное сечение магнитопровода составляет 50 сантиметров квадратных. Трансформатор закреплен на основании, тогда как контактные шины вторичной обмотки аппарата находятся на прокладке-изоляторе.

Основа трансформатора изготовлена из листовой стали, толщина которой составляет 5 сантиметров. В основание снизу ввернуты ножки. Также основание оборудовано двумя окнами, представляющими собой две вентиляции (предназначением: выход болтов крепления контактных шина текстолитовом изоляторе). Стоит отметить, что отверстия, расположенные по краям изолятора, служат для его крепления к основе.

Концы вторичной обмотки аппарата заводятся в отверстия зажимов. Трансформатор защищен кожухом, а также прикреплен к основанию уголками. К одному из уголков приспособлена изоляционная колодка.
Описание
DIN 8513: L—CuZn40
EN 1044: Cu 301
Температура плавления: 875 – 895 Сº
Латунный припой в виде прутка для пайки и аргонодуговой сварки.
Латунь является сплавом из меди и цинка, медь после добавления цинка становится более устойчивой к окружающей среде и не так сильно поддается коррозии.
Латунь можно считать самым прочным и самым высокотемпературным припоем. При работе с латунной проволокой во время сварки деталь нередко прогревается до 900-1000 градусов (температура плавления латуни 880-950 °С), именно в таких температурных пределах происходит сплавление металлов.
Таким образом, латунный пруток применяется исключительно при пайке меди, нержавейки, стали, твердосплавных пластин на токарные резцы и т.п. Для пайки латуни его использовать нецелесообразно. Пайка производится в среде буры, которая снимает окись с паяемого металла и открывает его поры для лучшей адгезии.
Паять латунную деталь латунью может только настоящий специалист, поскольку граница расплавления паяемой детали находится в пределах температуры плавления припоя, и прожечь деталь можно с вероятностью 90%. Поэтому, для пайки латуни применяется либо серебряный припой ПСр, либо медно-фосфорный припой.
Латунный припой применяется в тех случаях, когда требуется сварка силовых конструкций, а именно несущих рамок и различных креплений. Поскольку латунь обладает лучшей эластичностью, нежели сталь, и толщина свариваемых деталей редко превышает 1,5-2 мм, она более предпочтительна. Таким образом, если снять нагрузку с паяемой детали невозможно по каким-либо причинам (например, кузов авто неоднократно был в аварии), латунь поддастся следующему разлому, и не даст лопнуть металлу дальше от места сварки. Если же нагрузка снята, латунный шов будет служить ни чем не хуже стального шва, положенного методом газосварки или с помощью сварочного полуавтомата.
Купить припой для пайки меди, припой латунный 3 мм Вы можете в магазине ЗВАРЮВАННЯ. Тел.: (067) 379-07-77, (067) 569-35-66, (099) 047-64-46, (093) 610-90-26. Доставка во все регионы Украины.
Припоем называются различные металлы или их сплавы, с помощью которых методом пайки соединяются всевозможные детали либо их фрагменты. Следует обратить внимание, что припой обладает меньшей температурой плавления, чем соединяемый материал. Как правило, паяльным материалом выступают оловянные, свинцовые, медные сплавы, а также сплавы на основе сурьмы.
С помощью пайки создаются прочные соединительные швы, что позволяет значительно продлевать эксплуатационный срок изделий. В чем заключается процесс непосредственно пайки? Так как припой обладает меньшей температурой плавления, чем материал изделия, он, находясь в расплавленном состоянии, заполняет поры и пустоты в металле основы. После остывания изделия получаем в итоге прочный соединительный шов, который надолго продлит срок службы ремонтируемой детали.
Латунная проволока Л 63. Пруток латунный. Припой латунный ЛОК 3 мм. Припой латунный 3 мм цена. Припой латунный 3 мм Кривой Рог.
Пайка сварочным полуавтоматом
Работники авторемонтных мастерских, монтажники и другие специалисты по сварочным работам сегодня активно обращаются к пайке сварочным полуавтоматом. За подобным методом будущее, технология во многом сравнима со сваркой MIG/MAG. И отличается, в основном, применяемой присадочной проволокой сплошного сечения, а также тем, что при пайке MIG не происходит расплавления основного материала. Подробнее о положительных моментах метода, его нюансах и сферах его применения предлагаем узнать из нашей статьи.
Содержание
- Метод пайки полуавтоматом (MIG-пайка)
- Особенности процесса MIG-brazing
- Разница пайки в защитном газе от обычной сварки полуавтоматом
- Настройка полуавтомата для MIG-пайки
- Области применения пайки сварочным полуавтоматом
- Выбор оборудования и материалов для MIG-пайки полуавтоматом
Что такое пайка полуавтоматом
Пайка методом MIG в инертном газе, или MIG-пайка в защитном газе, как он иногда называется в соответствии с имеющимися международными стандартами, представляет собой процесс пайки твёрдым припоем в виде медной проволоки. Электрическая дуга устанавливается между постоянно плавящимся припоем из проволоки и свариваемым металлом. Подаваемый газ защищает дугу и расплавленный припой от воздействия окружающего воздуха, а именно кислорода, который имеется в воздухе и который стремительно окисляет расплавленный металл и в разы снижает качество сварки.
Особенности пайки полуавтоматом
Пайка полуавтоматом высокотехнологичный процесс, имеющий свои особенности.

- Осуществляя пайку методом MIG/MAG, в качестве электрода нужно использовать специальную сварочную проволоку из бронзы, включающую алюминий или кремний. К примеру, CuSi3, или более качественный аналог ESAB OK Autrod 19.12, 19.30, 19.40. Проволока на основе бронзы или меди достаточно дорогостоящая, и разница в цене между европейского производства или к примеру, китайского не будет существенной. Если MAG сварка (в атмосфере активного газа) характеризуется обилием брызг, наличием пористости, нестабильной дугой и сильным парообразованием, то в процессе MIG пайки, напротив, основной металл не плавится, поэтому цинк испаряется в гораздо меньшей степени. Так происходит за счет того, что температура плавления бронзовой проволоки намного меньше, чем у стали, и поэтому свариваемые детали не расплавляются. Из-за низкого тепловложения снижается риск деформации, даже на очень тонких листах от 0,3 миллиметров толщиной. То есть процесс, фактически являясь пайкой, обеспечивает скорость работы и прочность соединений как при сварке.
- В связи с тем, что при пайке полуавтоматом тонкий металл не проплавляется, можно спаять листы стали с покрытием (фосфатированным, гальванизированным, алюминизированным) и без покрытия, листы из двухслойной стали и из нержавейки.
- Получившийся шов является крепким, Такое паяное соединение имеет более высокую механическую прочность, если сравнивать со швом, образованным в процессе MAG сварки. Степень термической деформации деталей в ходе паяного процесса существенно ниже, чем при сварке, поэтому на готовом изделии меньше заметно коробление. Шов практически не подвержен коррозии, так как цинковый слой оказывается целым даже в месте сварного шва. Еще одним достоинством такой технологии является хорошая способность по перекрытию зазора.
- Паять рекомендуется в «точечном», импульсном режиме или методом «углом назад», при котором сварщик ведет электрод слева направо. В обоих случаях необходимо соблюдать «короткую» дугу.
В чем принцип метода пайки полуавтоматом и разница от MIG сварки?
 Основной принцип пайки-сварки МИГ-МАГ заключается в том, что металлическая проволока в ходе процесса подается посредством сварочной горелки и расплавляется под воздействием электрической дуги. Если говорить о разнице технологий сварки и пайки, то в первом случае разрушенное цинковое покрытие образует шлак с расплавленным металлом шва, а также различные раковины и поры. Это говорит о пониженном качестве шва и отсутствии цинкового покрытия в месте сварки. Приходится отправлять детали на гальваническую операцию повторно с целью восстановления антикоррозионного покрытия. Открытие метода МИГ-пайки позволило избежать таких проблем.
Основной принцип пайки-сварки МИГ-МАГ заключается в том, что металлическая проволока в ходе процесса подается посредством сварочной горелки и расплавляется под воздействием электрической дуги. Если говорить о разнице технологий сварки и пайки, то в первом случае разрушенное цинковое покрытие образует шлак с расплавленным металлом шва, а также различные раковины и поры. Это говорит о пониженном качестве шва и отсутствии цинкового покрытия в месте сварки. Приходится отправлять детали на гальваническую операцию повторно с целью восстановления антикоррозионного покрытия. Открытие метода МИГ-пайки позволило избежать таких проблем.
Метод MIG-пайки отличается от метода полуавтоматической-сварки в среде защитных газов еще и видом применяемой проволоки. Для MIG –braizing используют медную проволоку CuSi3. Из-за небольшой температуры плавления, как говорилось выше, основной металл не плавится. Цинковое покрытие в итоге образует на ее поверхности химическое соединение, защищающее сварочный шов от коррозийных процессов.
Настраиваемся на работу
Прежде, чем начать работу, важно корректно настроить сварочный полуавтомат:
- Определите силу сварочного тока в зависимости от толщины свариваемого металла. В инструкции к агрегату представлена таблица соответствия этих величин. В случае недостатка сварочного тока полуавтомат сваривает не достаточно хорошо.
- По имеющейся инструкции определите требуемую скорость подачи сварочной проволоки. Этот показатель возможно отрегулировать, воспользовавшись сменными шестернями в агрегате. Он напрямую будет влиять на скорость наложения свариваемого шва. Сегодня в продаже представлены модели, оснащенные специальными коробками скоростей.
- Настройте источник тока на нужные вам параметры (напряжение и силу тока). Рекомендуем проверить ваши настройки на каком-либо примере. Основанием того, безошибочности действий, устойчивая сварная дуга, нормальное формирование валика. В этом случае уже можно действовать на основном материале.
- Настройка проволоки не вызовет затруднений. Ее поступление по специальному шлангу в мундштук либо в обратном направлении обусловлено положением рычага, который вы увидите на аппарате.
- Важным моментом является и регулировка расхода защитного газа. Для этого надо медленно открыть вентиль, и выкрутить его до упора. Это необходимо для того, чтобы из вентиля не происходило утечек. Затем нужно нажать на клавишу, находящуюся на рукояти сварочной горелки. Проволока должна остаться «стоять», а газовый клапан открыться. Будет слышно лёгкое шипение газа, который выходит из сопла газовой горелки. В это время расход газа (его величину можно видеть на манометре по шкале расхода) должен равняться 8 -10 л в мин. Это оптимальный показатель при пайке металла толщиной 0,8мм. Поэтому нужно скорректировать величину расхода газа исходя из вашей задачи.
Где чаще всего применяется MIG пайка?
Данная технология имеет широкий диапазон применения в различных областях.
Автосервис и автомобилестроение. Пайка MIG используется и в ремонте автокузовов, поскольку цинковое покрытие стальных листов при этом не повреждается. В крупносерийном производстве автомобилей этот метод применяют как в установках с ручным управлением, так и в полностью автоматизированных системах.
Кроме того, к пайке сварочным полуавтоматом прибегают для различных целей малые и средние промышленные предприятия, осуществляя:
- монтаж систем кондиционирования, вентиляции и охлаждения,
- выпуск легких металлоконструкций, элементов фасадов и кровли, труб, корпусов электроагрегатов, дымоходов.
Для пайки подходят все сварочные позиции в среде защитного газа и все виды сварочных швов. Швы в вертикальном и потолочном положении получаются одинаково безупречными при должном умении обращаться со сварочной горелкой. Благодаря незначительному тепловложению метод эффективен как при соединении листов из нелегированных сталей и оцинкованных листов, так и листов хромоникелевой.
Какое оборудование и материалы подойдут для пайки полуавтоматом
Материалы для пайки полуавтоматом:
- проволока — медь с добавками,
- газ — аргон.
Необходимость в применении каких-либо стандартных флюсов, используемых в стандартных технологиях сварки и способных вызывать серьезные проблемы, отсутствует. Дуга самостоятельно активизирует поверхность.
- Проволока при данном методе является одновременно и токопроводящим электродом, и присадочным материалом.
- Производя МИГ-пайку оцинкованных деталей, наиболее часто пользуются проволокой SG-CuSi3. Её достоинство заключается в незначительной твердости паяного шва, что позволяет без труда осуществлять механообработку. За счет присутствия в составе проволоки 3% кремния существенно повышается жидкотекучесть наплавляемого материала.
- Медная проволока состава SG-CuSi2Mn также применяется для пайки оцинкованных деталей, но наплавленный материал довольно жёсткий, поэтому последующая механообработка усложняется.
- Сварочные проволоки SG-CuAL18Ni2 и SG-CuAL18 используют, если необходимо спаять сталь с алюминизированным покрытием.
Сварочные проволоки для MIG-пайки более мягкие в сравнении со стальными, поэтому механизм подачи проволоки должен быть 4-х роликовым, оснащенным гладкими полукруглыми канавками. Для небольшого трения в шланговом механизме горелки нужно применять тефлоновый направляющий канал и массивные токосъёмники.
- Как правило, в процессе пайки в качестве защитного газа используется аргон с небольшими добавками кислорода и углекислоты. Защитный газ, подаваемый в зону сварки, защищает дугу и сварочную ванну с расплавленным металлом.
Наш интернет-магазин предлагает ознакомиться с большим ассортиментом сварочного оборудования, используемого для MIG-пайки.
- Модели с уже заложенной функцией полуавтоматической пайки. Чаще всего, такие инверторные аппараты отличаются упрощенным способом настройки, который подходит для неопытных сварщиков и углубленным — для настоящих профессионалов.
- Модели, пайка которыми возможна, хотя специальные программы по ней и не заложены, тут усложняется процесс настройки аппарата.
Вам достаточно лишь выбрать устройство, отвечающее вашим требованиям, задачам и финансовым возможностям. У нас представлены полуавтоматы зарекомендовавших себя производителей.
Kemppi — это модели премиум класса с адаптивным микропроцессорным управлением MinarcMig Evo 200, Kempact 253A, Kempact 323A.
Продвинутые аппараты гаранта немецкого качества EWM Phoenix 351 Puls и Alpha Q 330 — с плавной регулировкой сварочного тока.
Полуавтоматы BlueWeld с важностью сварки различным диаметром сварочной проволоки, которые можно отнести к бюджетным из-за их доступной стоимости. Это BlueWeld STARMIG 180 Dual Synergic оснащенный простой функцией регулировки «One Touch», позволяющей настроить толщину материала. Универсальные полуавтоматы с возможностью MMA, TIG и SPOT сварки BlueWeld GALAXY 220 и GALAXY 330 Wave с иновационной технологией АТС обеспечивает полный контроль при сварке тонколистового металла. BlueWeld STARMIG 210 Dual Synergic, BlueWeld MEGAMIG 270S, которые часто выбирают именно для MIG пайки, в частности для оцинкованных кузовов автомобилей. BlueWeld MEGAMIG 220S, используемый для протяженных швов и сварки точками с электронной регулировкой продолжительности протекания тока.
Позвоните нам по телефонам: +7 (495) 663-72-84 или 8 (812) 309-38-95 (бесплатный звонок)! Компетентные специалисты магазина Тиберис ответят на любые вопросы, касающиеся сварочного оборудования.

