


Катет шва по наименьшей толщине свариваемых деталей
Рассчет катета сварного шва
У сварочных швов есть различные характеристики. Например, ширина, толщина или высота усиления. И эти характеристики напрямую зависят от разновидности соединения: прямого или углового сварного шва. С помощью таких характеристик можно без труда рассчитать катет сварочного шва. Это очень полезный расчет, он позволит вам улучшить качество своей работы и не только.

Но что такое катет сварного шва? Как измерить катет шва по его ширине? И зачем вообще необходимо измерение катета? В этой статье мы постараемся кратко ответить на эти вопросы и рассказать, как произвести расчет катета сварного шва от толщины металла. Новичкам будет достаточно прочтения одного этого материала, чтобы вникнуть в суть.
Виды швов 

| Виды | Описание |
| Стыковой | Один из самых распространенных вариантов. Это простое соединение двух металлических изделий, которые подогнаны друг к другу встык. Оно выполняется как со скосом кромок, так и без него данный тип соединения чаще всего производится в горизонтальной позиции. |
| Тавровой | Данная разновидность предполагает соединение заготовок, находящихся друг к другу перпендикулярно, или же «Т» образно. Шов может находиться как с одно стороны, так и с двух. Часто используют положение под наклоном, чтобы металл ванны не растекался, а находился между бортов заготовок. |
| Угловой | Данный тип предполагает соединение под определенным углом. Как правило, это задается особенностями конструкции. Здесь нужен скос кромок, чтобы была максимальная глубина приваривания |
| Внахлест | Данная разновидность предназначена для сварки листов, толщина является относительно небольшой. Проварка осуществляется с двух сторон. |
Зачем нужен расчет катета
- С учетом такого параметра изменяются все другие прочностные характеристики. Нельзя просто сделать катет как можно большим, хотя на первый взгляд и кажется, что так соединение будет более прочным.
- При большей ширине охвата возрастает площадь нагревания деталей и объем расплавленного металла. В итоге это может привести к деформации всего изделия.
Слишком широкие швы увеличивают затраты расходных материалов, что недопустимо, особенно при массовом производстве.
- Также расчет катета важен, например, при сварке деталей разной толщины, тонкостенных и толстых конструкций. В этом случае нужно учитывать параметры более тонкой заготовки.
- Слишком узкие швы не обеспечивают должной прочности всего соединения и изделия. Особенно это учитывается при сварке несущих конструкций и перекрытий, которые будут испытывать постоянные нагрузки.
Катет — одна из основ прочного и качественного соединения деталей под углом. Но как рассчитать оптимальное значение, какими способами можно это сделать?
Выводы
Давая определение катету сварного шва, необходимо понимать, что данный показатель относится к категории качественных. От него во многом зависит прочность и надежность свариваемой конструкции, поэтому при создании схемы сварки на больших производствах обязательно данный параметр оговаривается. И если в неответственных конструкциях к нему отношение «прохладное», то для тех соединений, которые будут подвергаться большим нагрузкам, данному значению отводится важная роль.
В сложных сварочных технологиях катет выбирается индивидуально для каждого стыка. Но, в сущности, для него используют стандартные общие принципы выбора. А это, как уже было сказано выше, толщина соединяемых металлов, их химический состав, режим сварки, тип электрода или присадочной проволоки.
Комментарии к ГОСТ 2.312-72. Условное обозначение линии сварного шва
#1 Alex.GRAD

- Имя: Александр
- Сфера деятельности: Разработка технологии

Статья — комментарий к ГОСТ 2.312-72 Условные изображения и обозначения швов сварных соединений.
Посвящена обозначениям швов по замкнутой и незамкнутой линии.
http://www.sapr-svar. losed-seam.html
- ingenerkons и Ramzy это нравится
- Наверх
- Жалоба
#2 ingenerkons

- Имя: Владимир
- Сфера деятельности: Конструирование
А насколько правомочна запись в техтребованиях варить по контуру прилегания деталей? Особенно это актуально например для соединения со швеллером , где полка довольно хитрым образом вырезается.
С уважением Владимир.
- Наверх
- Жалоба
#3 Alex.GRAD
- Имя: Александр
- Сфера деятельности: Разработка технологии
Чертеж должен соответствовать стандартам: государственным, отраслевым, предприятия. Из чертежа должен быть ясен замысел конструктора. Чертеж должен трактоваться однозначно.
Если контур прилегания однозначно ясен и варить будет квалифицированный сварщик, то все нормально.
С другой стороны на предприятии может существовать определенная культура производства (в том числе КД), которая требует точного обозначения всех типов швов.
Видимо это зависит от предприятия.
- ingenerkons и Ramzy это нравится
- Наверх
- Жалоба
#4 ИнжАнер

- Имя: Васнецов В.М.
- Сфера деятельности: Конструирование
А насколько правомочна запись в техтребованиях варить по контуру прилегания деталей? Особенно это актуально например для соединения со швеллером , где полка довольно хитрым образом вырезается.
Надписью этой пользуются многие, в том числе и я, но хочется заметить она не всегда соответствует ГОСТу, допустим в том же самом «хитром» вваривании швеллера имеются разные типы швов с разными катетами.
Второе, что хочется заметить, при такой надписи, очень часто пишут, катеты сварных швов по толщине свариваемых деталей, иногда можешь «пролететь», ну например к стенке швеллера привариваешь из листа 10. 16, а сварщик тебе возьмёт и приварит тебе катетом 10. 16, а у швеллера стеночка примерно 5мм.
Посему надпись то конечно интересная, но иногда лучше все таки самому поставить и катеты и тип сварного шва и виноват будет в этом вовсе не сварщик.
- ingenerkons и Alex.GRAD это нравится
- Наверх
- Жалоба
#5 uraltay

- Имя: Александр
- Сфера деятельности: Конструирование
ИнжАнер, чтоб не пролететь пишем: «Детали соединить сваркой такой-то по контуру примыкания (или же «в доступных местах») встык или катетом по минимальной толщине свариваемых деталей в месте сварки». Сама деталь ведь может быть разнотолщинной, примыкание разной формы, места примыкания деталей могут чередоваться по толщине.
- ingenerkons и Alex.GRAD это нравится
- Наверх
- Жалоба
#6 ingenerkons
- Имя: Владимир
- Сфера деятельности: Конструирование
ИнжАнер, чтоб не пролететь пишем: «Детали соединить сваркой такой-то по контуру примыкания (или же «в доступных местах») встык или катетом по минимальной толщине свариваемых деталей в месте сварки». Сама деталь ведь может быть разнотолщинной, примыкание разной формы, места примыкания деталей могут чередоваться по толщине.
У нас так и пишется)) Точнее фраза звучит так. Варить по контуру прилегания деталей катетом равным наименьшей толщине свариваемых деталей. Хотя тут задумался в некоторых местах и 1 мм с головой хватит при толщине в 3 мм
Помощь по сварным швам (теория)
#1 Inkognitoby
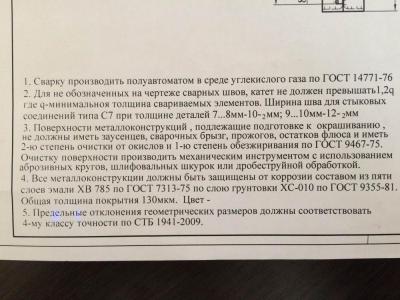
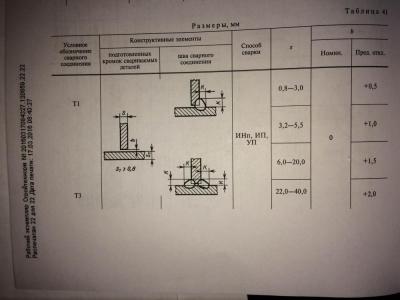
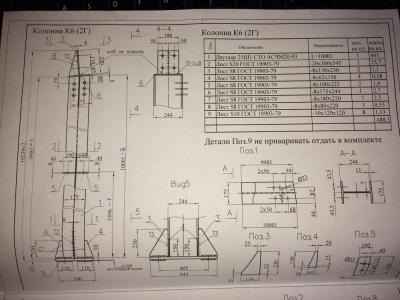
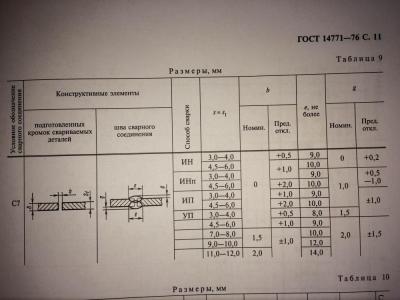
Добрый день! Есть теоретическая составляющая по сварке в которой не могу разобраться! Подскажите! есть чертеж(прикреплён ниже) на котором указаны сварные соединенияТ3, Т1 и С7! Во втором вложенном файле пояснительная записка с указанием ГОСТа 14771-76 и рекомендации по неуказанным катетам! Далее есть выдержки из стандарта с допусками по данным соединениям! Свариваемые листы металла имею толщину 8 мм. Не могу понять какие допуски по точности будут у вышеперечисленных соединений с учетом кмд и указаний в таблицах ГОСТа. Помогите разобраться.
Прикрепленные изображения
- Наверх
- Вставить ник
#2 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба

- Город: Орел
- Наверх
- Вставить ник
#3 Inkognitoby
Inkognitoby ,посмотрите в этом госте приложение 1 и 4.
Т.е. в моем случае идет угловой шов в тавровых соединениях, к которому предъявляется требование «не более 1,2q, где q — толщина свариваемой детали» которое прописано в кмд. и можно сослаться на приложение 4 где указан номинальный размер катета углового шва и требуемые мне отклонения! Так?!
Не совсем понял по поводу приложения1!?
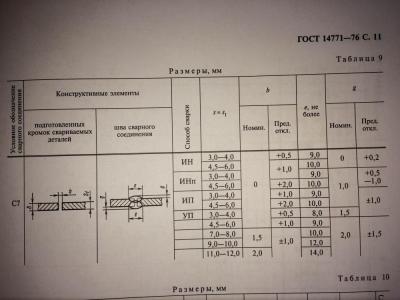
И как понять требования(кмд) относительно соединений типа С7 в зависимости от толщины деталей. как тут быть?!
- Наверх
- Вставить ник
#4 Svarshik_odinohka
И как понять требования(кмд) относительно соединений типа С7 в зависимости от толщины деталей. как тут быть?!
там типа при толщине 7-8мм ширина должна быть от 8 до 10мм(10-2) что в принципе по госту.
- Наверх
- Вставить ник
#5 Inkognitoby
там типа при толщине 7-8мм ширина должна быть от 8 до 10мм(10-2) что в принципе по госту.
т.е. согласно ГОСТа от 8мм до 10мм(10-2) предельное отклонение будет +-1,5?! Так?!
- Наверх
- Вставить ник
#6 Svarshik_odinohka
Вообще учился что катет должен быть не менее наименьшей толщины, одной из деталей основного свариваемого металла.
Вот есть такой документ хоть и не на металлоконструкции а для резервуаров там есть пунк 3.1.3.5(может это имеется в виду?)
Сообщение отредактировал Svarshik_odinohka: 20 Март 2016 00:54
- Наверх
- Вставить ник
#7 Svarshik_odinohka
т.е. согласно ГОСТа от 8мм до 10мм(10-2) предельное отклонение будет +-1,5?! Так?!
Да гост это допускает как я написал в принципе(есть немного расхождение около 0.5 и плохо когда разработчик не пишет +- и сужает диопозон):Способ сварки УП в этих диапазонах +-1,5
PS:Гост толщина 7-8=ширина 10+-1.5(разница 0.5);9-10=12+-1.5(разница 0.5 в + к номиналу,в обоих случаях к вашему документу )
Сообщение отредактировал Svarshik_odinohka: 20 Март 2016 01:20
- Наверх
- Вставить ник
#8 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
- Наверх
- Вставить ник
#9 Inkognitoby
я хочу знать как корректно написать требования(допуск) для сварных соединений которые указаны на чертеже согласно ГОСТ 14771-76 и записи в КМД!?
- Наверх
- Вставить ник
#10 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
Сообщение отредактировал Георгий 11: 20 Март 2016 12:57
- Наверх
- Вставить ник
#11 keria
Inkognitoby , Допуски на сварные швы указаны в ГОСТе. Допуски на размеры готовой детали, вероятно, выбираются из этого СТБ. Только на чертежах нельзя указывать размеры без отклонений и давать ссылку на этот СТБ, это дело не сварщика а конструктора. Именно Конструктор должен ковырять ГОСТЫ и СТБ. Сварщик, токарь и т.д. берут готовые отклонения из чертежа. Приведенные картинки- пример технической безграмотности художника. В самом крайнем случае в ТУ допускается сделать запись » 5.Неуказанные предельные отклонения размеров: отверстий H14; валов h14; остальных ± IT16/2.» или что то в этом духе. Правильно вам подсказал Георгий 11 , Все вопросы к художнику. Пусть дополнительно разъясняет сварщику, что он имел ввиду.
Сообщение отредактировал keria: 22 Март 2016 12:28
- Наверх
- Вставить ник
#12 Георгий 11
Просьба не хамить мне,а не то буду жмать кнопку жалоба
- Город: Орел
2. Основные виды угловых сварных швов

Рисунок 529.2. Основные виды сварных соединений с угловыми швами.
а) Лобовые швы (2) при соединении внахлест;
б) Фланговые швы (3) при соединении внахлест;
в) Лобовые и фланговые швы при соединении в стык с накладками (4);
г) Угловые швы при соединении втавр (впритык) без прирезки и с прирезкой кромок;
д) Плоскость среза (сдвига) флангового шва
2.1. Геометрические характеристики угловых сварных швов
Одной из главных геометрических характеристик углового шва наряду с уже известной нам длиной шва lw, является катет шва kf. Это связано с тем, что в каком бы напряженно-деформированном состоянии ни находился рассматриваемый элемент конструкции, на один из катетов шва всегда будут действовать касательные напряжения. А так как сопротивление сдвигу (срезу) всегда меньше сопротивления растяжению или сжатию, то в таблице 530.2 рассматривается только один вид напряженно-деформированного состояния — условный срез.
В связи с этим определение катета шва при расчете угловых сварных швов приобретает большое значение. На рисунке 529.2.е) показаны возможные геометрические формы угловых швов (вид в разрезе). Как видно из этого рисунка в качестве расчетного значения катета шва принимается наименьшее из возможных значение.
Кроме того, предполагается, что разрушение материала шва может происходить не по одному из катетов, а в сечении, наклоненном к катетам под некоторым углом или по границе сплавления. Поэтому при расчете угловых швов рассматриваются два сечения: по металлу шва (1) и по границе сплавления (2):

Рисунок 529.3. Расчетные сечения угловых швов
Соответственно для определения одного из размеров рассматриваемого сечения используются коэффициенты βf — при расчете по металлу шва и βz — при расчете по границе сплавления. Определить значение этих коэффициентов можно по следующей таблице:
Таблица 529.1 (согласно СП 16.13330.2011 «Стальные конструкции»). Значения коэффициентов βf и βz для угловых швов

Примечание: В СНиП II-23-81* «Стальные конструкции» и в старых справочниках формулировка последнего пункта (вид сварки) была несколько иной, а именно: «Ручная; полуавтоматическая (механизированная). » и так далее, что позволяло без проблем определять значения коэффициентов при ручной сварке. Сейчас в формулировке присутствует союз «и», что на мой взгляд не совсем правильно, так как позволяет рассматривать дальнейшие условия, как относящиеся к обеим определениям. Кроме того, в указанных источниках значения коэфициентов для ручной сварки определялись вне зависимости от положения сварного шва. Сейчас же мы видим странное разделение, позволяющее определить только βf при сварке в лодочку или βz при всех остальных положениях шва. На мой взгляд, здесь явная ошибка редактора, тем не менее СП 16.13330.2011 «Стальные конструкции» — это актуализированная редакция теперь уже не действующего СНиП II-23-81* «Стальные конструкции» и при расчетах следует руководствоваться именно положениями СП. Но все равно приведу соответствующую таблицу из старого СНиПа:
Таблица 529.2. (согласно СНиП II-23-81* «Стальные конструкции»)

Виды швов в процессе сварки
Место стыковки частей металлических деталей называется сварочным швом. Он образуется за счет расплавления контактирующих частей изделия и их последующего охлаждения.
В зависимости от пространственного расположения деталей выделяют стыковые и угловые швы. В первом случае стыковка осуществляется в одной плоскости. Металлические части располагаются торцами друг к другу, а саму сварку осуществляют в горизонтальном положении.
Угловое соединение формируется между деталями, расположенными под углом. Самым распространенным вариантом является прямой угол в 90 °.
 Влияние режима сварки на форму шва.
Влияние режима сварки на форму шва.
Кроме отмеченных выше видов, соединение может быть тавровым или внахлест. Первый вид предусматривает расположение деталей нормально друг к другу буквой «Т». Он может располагаться либо с одной, либо с двух сторон.
В тавровом виде стыка детали часто располагают наклонно друг к другу. Такое расположение уменьшает растекание металла ванны. В результате шов формируется между бортов изделия.
Нахлест используют для соединения листов небольшой толщины. Сваривание в таких случаях может также осуществляться и с одной, и с двух сторон.
Итак, что это такое – катет сварочного шва? Данный критерий определяет наименьшее расстояние от первой детали до углового соединения на второй. Чтобы лучше понять, что такое катет, проще сказать, что это сторона самого большого равнобедренного треугольника, вписанного в поперечное сечение соединенных деталей.
Данный параметр является очень важным и определяет качество и надежность сварки.
Этот критерий влияет на:
- прочность изделия;
- расчет при сваривании изделий разной толщины;
- косвенно характеризует деформацию изделий из-за их нагрева при работе.
При выборе указанного параметра, необходимо понимать, чему должен соответствовать сварочный шов. В зависимости от вида изделия, их толщины, а также сферы применения, производят расчет оптимального значения катета.
Как контролировать процесс
Чтобы удостовериться в надежности сварного соединения, необходимо знать, как измерить параметры выполненного шва.
Наиболее прост и доступен способ с применением т.н. «катетометра». Понять, что это такое, поможет пример с более распространенным приспособлением. Для регулировки зазоров применяют набор щупов – прямоугольных пластин разной толщины, скрепленных в 1 точке.
Катетометр устроен схожим образом, только в пластинах со стороны угла сделаны вырезы, соответствующие профилю швов с разными катетами. Прикладывая их одну за другой к наплавке, сварщик подбирает подходящую.
При этом стороны плотно прилегают к поверхностям приваренных заготовок (располагаются перпендикулярно), кромка выреза – к усилению шва. На пластине выбита цифра, соответствующая катету.

Другой способ основан на применении более распространенных измерительных инструментов – угольника и штангенциркуля. Последний можно заменить линейкой.
Действуют в таком порядке:
- Угольник приставляют к одной из заготовок катетом так, чтобы второй был направлен параллельно другой детали. При этом инструмент должен касаться наплавки.
- Щупом штангенциркуля или линейкой замеряют ширину просвета между вторым катетом и другой заготовкой.
Приведенным методам присущи 2 недостатка:
- низкая точность;
- большие затраты времени при проверке длинных швов.
Более эффективны следующие способы:
- Дефектоскопия.
- Ультразвуковой контроль.
- Просвечивание шва рентгеновским и гамма-излучением.
- Радиография.
- Капиллярный метод.
- Магнитное зонирование.
При серийном производстве можно выбрать разрушающий метод: пробное соединение разламывают и осматривают шов изнутри.

