


Как сделать красивый сварочный шов?
Виды и техники выполнения сварочных швов

На сегодняшний день самым популярным видом соединения деталей в монолитное изделие является сварка. Ее существует множество видов, так как сварочные работы применяются во многих отраслях, начиная с домашнего хозяйства и заканчивая созданием сложных технических конструкций. Научиться искусству сварки несложно, главное – разобраться в основных понятиях, отличать виды сварок и «набить» руку на ведении электрода (горелки), для создания красивого, прочного и качественного шва.
Особенности технологии сварки 

Согласно общепринятой классификации, имеется два варианта идеального сварочного шва, в частности:
- Разъёмный вид.
- Неразъёмный вид.
К разъёмной технологии относятся швы и соединения, которые можно без ущерба разъединять, не нарушая соединительных элементов. В качестве простейших элементов выступают болт и гайка. Неразъёмное соединение относится к высокопрочным конструкционным решениям, детали ни в коем случае не разъединяются, не нарушается единственность и целостность конструкции. К такому варианту относятся заклёпочные и сварочные технологии. Как показывает опыт, чтобы добиться идеального качества отличным вариантом станет зона термического влияния сварного шва, которая обеспечивает высокий результат соединения.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.

Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.

Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Особенности наложения сварочных швов ручной дуговой сваркой по типам соединения
Должен отметить, что сварочные швы имеют весьма обширную квалификацию. Первостепенный параметр – типаж соединения элементов. В зависимости от числа сторон накладки, швы могут быть односторонние и двухсторонние. В 70% случаев моей практики сварщика, я пользовался односторонними, а вот остальные 30% составляют двухсторонние.

Если сварщику по силам освоить односторонний шов, то и с двухсторонним у него проблем возникнуть также не должно. Перед изучением хитростей ручной дуговой сварки, требуется детально рассмотреть разновидности шовных соединений. Этим я и предлагаю заняться далее.
1) Стык в стык

Стыковые соединения я использую для листового металла и труб торцового типа. Детали требуется укладывать с небольшим зазором в пару миллиметров. Если элементы неустойчивы, используйте для фиксации струбцины.
Важно: если толщина элемента более 4 мм, советую производить заделку кромок. Для листового металла менее 4 мм наложение сварного соединения можно производить без предварительной зачистки области.
Метод зачистки выбирайте самостоятельно. Мне обычно хватает зашкуривания и доработки напильником. В методической литературе 90-х годов нашел полезную схему, и хочу поделиться ею с вами. На рисунке ниже подана глубина и градус скоса при разделке кромки для различных толщин металла.

При сваривании толстых слоев металла только с одной стороны, помимо разделки кромок, мне приходится накладывать швы в несколько слоев. Подобная техника именуются многослойной и выполняются в 2-8 заходов вдоль одной кромки.
2) Внахлест

Соединение внахлест использую для металлических элементов с толщиной не более 8 миллиметров. Залог успеха кроется в угле наклона электрода к плоскости сварочного соединения. Здесь ничего не нужно выдумывать, а достаточно следовать рекомендациям в технической литературе – от 15 до 40 градусов.
Важно: во избежание коррозии металла в месте сварки, советую проваривать элементы с двух сторон.
Отклонения электрода в процессе работы могут привести к неправильному распределению наплавки металла, а это уже приведет к ухудшению качества сварного шва. Как итог, можно потратить весь электрод и получить нулевой результат.
3) Тавровое + угловое

В данном случае название отображает форму соединения – буква «Т» и буква «Г» соответственно. Тавровое обычно делаю двухсторонним – это помогает лучше проварить соединение и избавиться от риска слома. Кромки же разделываю больше для угловых, а для тавровых данный этап подготовки использую лишь на деталях с толщиной стенки от 8 мм.

Угловые швы являются упрощенной версией таврового, потому рекомендации по разделке и сварке от меня будут почти такие же. Единственный нюанс состоит в нижнем пороге толщины для разделки. Так как обеспечить качество соединения «Г» — образного шва сложнее, подготовку кромок стоит проводить для металлов с толщиной от 4 мм. Базовые варианты скосов я предоставил на схеме выше.

При сварке угловых стыков с разными толщинами металлов, оптимальным углом считаю от 50 до 60 градусов. В процессе соединения деталей одинаковой толщины новичкам советую располагать элементы в положении «лодочка».
4) Пространственные положения
А) Как я свариваю в верхнем положении?
Основной проблемой такой сварки я считаю сползание металла под силой тяжести вниз. Чтобы капли не отрывались от шва, советую использовать дугу с минимальной длиной. Видел в продаже электроды, которые не залипают. Хороший вариант для новичков, но для настоящих сварщиков как-то не солидно.
Как можно вести вертикальный шов:
- снизу-вверх. Более ходовой вариант, позволяющий снизить вероятность дефектов сварного шва. Выполняя подобные швы, я обычно прерываюсь каждые 10 см. таким образом металл застывает, и упрощает дальнейшее ведение вдоль вертикали вверх;

сверху-вниз. Сам таким методом почти не пользуюсь, но для общего понимания картины изучить его стоит все равно. Электрод нужно держать под углом в 90 градусов по отношению к поверхностям в момент розжига дуги, а сам процесс наложения делать без остановки.

Наложение шва сверху-вниз априори сложнее, потому новичкам советую не париться, и накладывать швы снизу-вверх. Только после идеальной отработки техники первого метода, можно будет задуматься об освоении второго.
Б) Как накладывать горизонтальные швы по вертикали?

В данном пространственном положении особой разницы в направлении движения не имеется. Каждый сварщик ориентируется на собственные предпочтения и удобства. Законы физики в процессе работы сварщика будут тянуть ванну вниз, потому для получения красивого шва советую электрод держать под углом. Точное значение не скажу, ибо здесь следует опираться на скорость перемещения и параметры тока. Придется подбирать практическим методом.
Что можно предпринять при стекании ванны:
- увеличить скорость движения вдоль шва;
- сделать отрыв дуги для застывания уже наложенной области шва и начать с верхней точки.
На практике, и первый и второй лайфхаки имеют свои недостатки, но со своей целью справляются на отлично. Единственное, не стоит применять ускорение и отрыв дуги одновременно, ибо полученный шов будет иметь минимальный запас прочности.
В) Как делать потолочные швы?

Потолочные швы делать сложнее всего. У меня куча знакомых с «боевыми шрамами» от падающих капель с потолка. Конечно же, придерживались бы они техники безопасности, риск был бы сведен к минимуму, но вы знаете наш менталитет.
При наложении потолочного шва могу дать 3 совета:
- держите электрод строго под углом в 90 градусов;
- используйте только короткую дугу;
- не меняйте скорость движения.
Неторопливость в данном процессе является залогом успеха работы сварщика. В отношении движений самим электродом, то здесь хорошо себя показывают круговые, расширяющие шов.
Отдельно рассматривать нижнее положение не вижу смысла, ибо практика сварщика начинается именно в данном направлении деятельности. Проблемы могут возникнуть только с формированием «красоты» шва, но следуя рекомендациям данной статьи, риск попасть в просак сведется к минимуму.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.

Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Подготовка
Прежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
- Сварочный аппарат – электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.
- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.
Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой. Если проигнорировать эту процедуру, то могут возникнуть проблемы при розжиге дуги.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
- Выставить изделие в нужном положении.
- Произвести фиксацию заданного положения сварными прихватками, длинной в 5 мм, минимум в двух местах с каждой стороны. Это необходимо ввиду свойства металла сжиматься и расширяться от нагрева. Если приступить к свариванию частей без прихваток, то другой край изделия может существенно отклониться от необходимого размера. От прихваток отбивается шлак, чтобы исключить его повторное расплавление и попадание в сварочную ванну.
- Зажигается дуга и накладывается корневой шов. Завершение шва необходимо делать внахлест застывшего металла, чтобы избежать воронок и иных дефектов.
- Отбивается шлак, и визуально проверяется качество соединения.
- Накладывается шов на противоположной стороне для баланса натяжений.
- Выполняются последующие слои с чередованием сторон.
- Окончательный вариант обрабатывается, по необходимости болгаркой, и закрашивается для предотвращения коррозии.
Цветные швы: что они значат и почему имеют значение.
Многое можно сказать по цвету сварного шва
Диапазон цветов, которые встречаются в сварных швах – потрясает и пробуждает ваше воображение. Иногда эти оттенки желательны, а иногда нет. То каким цветом получился шов зависит от процесса сварки, материала, отрасли и области применения.

Цветная радуга на сварном шве и в зоне термического влияния не делает его хорошим сварным швом. Это может, наоборот, указывать на плохой сварной шов (но не обязательно). Материалы и их применение в той или иной сфере имеют большое значение.
 Почему сталь меняет цвет?
Почему сталь меняет цвет?
Здесь задействовано много науки и возможно немного магии. Когда сталь нагревается, вся ее молекулярная структура изменяется. И когда поверхность нагретой стали встречается с атмосферой, она взаимодействует с элементами в воздухе, создавая химическую реакцию. Получаемые цвета зависят от состава металла, состава атмосферы, температуры, при которой они встречаются, и времени нахождения металла при повышенной температуре. Как следствие, металл окисляется.
Оксидирование
Окисление поверхности — это одно, но более глубокое окисление происходит под поверхностью металла и оно вызывает пористость. Именно здесь играют роль защитный газ или флюс, т.к. оба предназначены для защиты зоны горячей сварки от атмосферы до тех пор, пока валик не остынет до такой степени, что смешивание стали и атмосферы не повлияет на конечные свойства металла.
Когда кто-то говорит Вам, что Ваш шов окрашен определенным образом, потому что Вы выполняете сварку с определенной температурой, они только частично правы: многие факторы влияют на это. Иногда эти цвета значат все, а иногда ничего не значат.
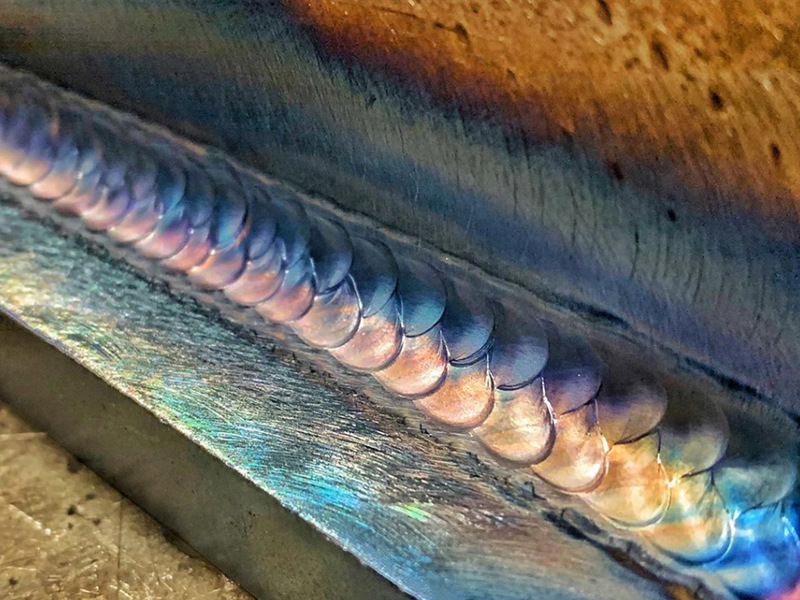 Например, на нержавеющей стали любой цвет в сварном шве показывает, что образовался оксидный слой, который может повлиять на коррозионную стойкость. Чем темнее цвет, тем толще окисление.
Например, на нержавеющей стали любой цвет в сварном шве показывает, что образовался оксидный слой, который может повлиять на коррозионную стойкость. Чем темнее цвет, тем толще окисление.
Цвета следуют предсказуемому образцу: от цвета хрома до соломы, от золота до синего и фиолетового.
В некоторых отраслях, например в фармацевтике, любой цвет кроме хрома в сварном шве недопустим, но в других ситуациях, связанных с санитарной сваркой, например на молочных заводах, допускаются оттенки светло-синего цвета. Эти цвета могут быть удалены механическим или химическим путем, а коррозионная стойкость может быть восстановлена.
Так в чем же дело с использованием нержавеющей стали?
Коррозионная стойкость может быть критической.
Конечно, если Вы такой же художник, как я, то красивые цвета — это то, что Вы ищете. Я часто жертвую антикоррозионной защитой ради внешнего вида.
Из-за химического состава, например нержавеющей стали Aisi 308 — небольшое нагревание может привести к очень ярким цветам. Но мягкая сталь также может давать хорошие цвета, хотя и c более мягкими оттенками. А смешивание двух разных сплавов может привести к интересным результатам.
Титан
На титане история похожая, но с большей разницей. Вместо того чтобы просто снизить коррозионную стойкость, загрязнение из атмосферы может существенно повлиять на целостность сварного шва. Титан является прочным, пластичным материалом, но при повышенных температурах он вбирает водород, азот и кислород, и если ему это разрешить, он станет хрупким.  Хотя это и не абсолютный показатель защиты от неправильного обращения с материалом, полученные цвета являются довольно хорошим показателем прочности сварного шва. Опять же, это в некоторой степени зависит от отрасли и сферы применения. Часто светло-золотой цвет шва является приемлемым, но чем меньше цвета у титана, тем меньше вероятность его загрязнения или брака. Предостережения здесь похожи на нержавеющую сталь.
Хотя это и не абсолютный показатель защиты от неправильного обращения с материалом, полученные цвета являются довольно хорошим показателем прочности сварного шва. Опять же, это в некоторой степени зависит от отрасли и сферы применения. Часто светло-золотой цвет шва является приемлемым, но чем меньше цвета у титана, тем меньше вероятность его загрязнения или брака. Предостережения здесь похожи на нержавеющую сталь.
Титан выглядит потрясающе, когда ему позволяют реагировать на температуру. Многие парни строящие хот-роды и мотоциклы рискуют с «материальной целостностью» на открытых трубах и выхлопах, потому что это выглядит чертовски круто, когда титан становится синим или фиолетовым.
Я хотел бы добавить несколько строк о покрытии защитным газом
Да, газовое покрытие может повлиять на цвет сварного шва. Но это только один из многих факторов.
Производители часто ошибочно полагают, что больше кубических футов в час (CFH) улучшают качество сварки. Больше газа — означает более чистые сварные швы, лучшую дугу и лучшее управление сварочной ванной, верно? На самом деле это не так! Наглядный пример: когда ваш сосед думает, что заправив 95-ым бензином свой Москвич, он каким-то образом превращается в спорткар. Эти двигатели были построены для бензина с октановым числом 80. Горючие жидкости ниже 80 можно заливать, но использование какого-либо топлива с октановым числом выше, чем то, для которого был разработан и откалиброван двигатель, не поможет. Это пустая трата денег. Это может лишь повредить мотор.
То же самое с инертным газом: Вам нужен поток, достаточный для защиты нагретого металла от атмосферы в соответствии со стандартами, к которым Вы применяете сварку. Делаете больше подачу, и Вы тратите впустую газ, а возможно еще и вызываете турбулентность в зоне сварки. Необходимый поток газа может быть разным для каждой работы. Главное, его должно быть достаточно, чтобы покрыть зону сварки до тех пор, пока шов не станет ниже температуры окисления.
Перед началом работы я запускаю дугу и начинаю делать пробные «чешуйки» при этом постепенно закрываю вентиль расходомера, пока он не даст мне достаточно газа, затем открываю его обратно примерно на 1 л/мин и начинаю работать.
Подводя итог.
Длина дуги, длина валика, температура основного материала, чистота и гладкость поверхности, угол заточки вольфрама, угол вольфрама к поверхности, Ваше движение во время сварки, направление сварки, есть задняя продувка или опорная пластина, и пост поддувка, а так же качество защитного газа — все это влияет на конечный результат, цвет шва или его отсутствие. Лучший способ научиться – это просто сваривать, сваривать и сваривать каждый день.
Цвета сварных швов бывают невероятно красивы, и для многих это искусство, но иногда эти цвета указывают на плохой сварной шов, а иногда нет.

Оборудование, которым пользуется Джош Велтон (Josh Welton):
Советы
Есть несколько советов от опытных специалистов новичкам, у которых возникают сложности при создании сварочных соединений. Бывают случаи, когда вроде делаешь всё правильно, но всё же сделать работу хорошо не получается.
Для начала, чтобы сварочный шов был надёжный и прочный детали должны располагаться на стабильном расстоянии друг от друга по всему периметру шва.
Также и электрод должен находится на правильном расстоянии по отношению к детали, в другом случае теряется дуга и соединение деформируется.
Чтобы металл не растекался, когда работа происходит на поверхности, которая расположена вертикально советуют работать снизу вверх.
В завершение – чтобы металл кристаллизировался быстро и без потёков электрод нужно наклонить под углом к детали 60-75 градусов.

