


Как пользоваться кислородной горелкой?
Устройство кислородного баллона.
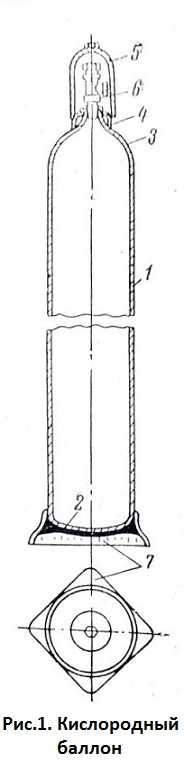
Хранение и перевозка газообразного кислорода производятся в баллонах типа А по ГОСТ 949—57. Баллон (рис. 1) состоит из стального цельнотянутого цилиндрического корпуса, который имеет внизу выпуклое днище 2, а вверху — сферическую часть с горловиной 3. На горловину насажено кольцо 4 с резьбой, на кольцо навертывается предохранительный колпак 5.
Горловина имеет коническое отверстие с резьбой, в которое ввертывается вентиль 6. Для придания баллону устойчивости на нижнюю часть его корпуса насажен опорный башмак 7 с квадратным основанием.
Давление в кислородном баллоне.
Максимальное давление кислорода в баллоне 150 кг/см 2 .
Объем кислородного баллона.
Наиболее распространены баллоны водяной емкостью 40 л , которые при давлении 150 кг/см 2 вмещают по 40 X 150 = 6000 л, или 6 м 3 кислорода.
Размер кислородного баллона 40 л. Вес кислородного баллона.
Такие баллоны имеют наружный диаметр корпуса 219 мм, толщину стенки 8 мм и длину корпуса (высоту) 1390 мм; вес баллона 67 кг .
Кислородные баллоны изготовляют из стали, имеющей предел прочности 65 кг/мм 2 . Поверхность оболочки баллонов должна быть ровной, гладкой, без вмятин, раковин и других дефектов.
Окраска кислородного баллона.
Баллоны окрашиваются в голубой цвет. Поперек баллона черной краской делается надпись « КИСЛОРОД ». Верхняя сферическая часть баллона оставляется неокрашенной. В этом месте выбивают следующие данные баллона и клейма: знак завода-изготовителя; тип; номер; емкость (Е); вес (В); рабочее давление (Р); пробное (испытательное) давление (П); дата (месяц и год) произведенного освидетельствования и последующего (например, если баллон испытан в августе 2010 г. и должен быть испытан в 2015 г. на нем выбивают: «8—10—15»); клеймо ОТК завода-изготовителя (круглой формы ø10 мм).
На этом же месте выбивают обозначения и клейма при последующих освидетельствованиях баллонов.
Каждые 5 лет баллоны подвергают переосвидетельствованию, при котором производятся наружный и внутренний осмотры баллонов, проверка емкости, взвешивание и гидравлическое испытание на давление 225 кг/см 2 (в полтора раза превышающее рабочее давление).
Баллоны, проработавшие 40 лет, бракуются или при удовлетворительном состоянии переводятся в другие категории с меньшим рабочим давлением.
Вентиль на кислородный баллон.
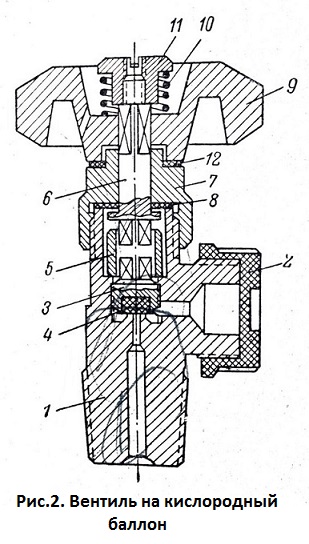
Наполнение и опорожнение баллонов от кислорода производятся через кислородный вентиль (рис. 2), который является запорным
приспособлением для находящегося в баллоне кислорода, а также служит для присоединения редуктора к баллону и последнего к наполнительной рампе.
Вентиль кислородного баллона состоит из латунного штампованного корпуса. Внизу корпуса находится конический хвостовик с резьбой для ввертывания вентиля в горловину баллона. Кроме этого, корпус имеет боковой штуцер, к которому при работе присоединяется редуктор или трубка для наполнения баллона. В нерабочем состоянии на штуцер навертывается заглушка 2.
Во внутреннюю резьбу корпуса ввертывается клапан 3, который плотно садится на имеющееся внутри корпуса седло. В месте соприкосновения с седлом клапан имеет выточку, куда запрессовывается уплотнитель 4, изготовляемый из отожженной красной меди.
Вверху клапан заканчивается квадратом, на который надевается передаточная муфта 3 с квадратным отверстием. Сверху в муфту вставляется шток 6, заканчивающийся на другом конце квадратом. Между корпусом вентиля и навернутой сальниковой гайкой 7 находится фибровая прокладка 8.
На выступающую из корпуса часть штока надет маховичок 9, в который вставлена пружина 10, прижимаемая сверху маховичковой гайкой 11.
При вращении маховичка по часовой стрелке соединенный с ним шток вращает муфту, которая связывает шток с клапаном. Клапан снабжен резьбой и при вращении ввертывается в корпус вентиля до тех пор, пока его уплотнение не прижмется к седлу корпуса и не закроет отверстие для выхода кислорода.
При вращении маховичка в обратную сторону клапан, поднимаясь вверх, открывает отверстие седла, и кислород получает выход из вентиля. Для облегчения вращения маховичок снабжен фибровой прокладкой 12.
Давлением кислорода и пружины фибровая прокладка 8 прижимается к сальниковой гайке, чем предотвращается выход кислорода через сальник.
В клапане имеется канал, разгружающий резьбу клапана от одностороннего давления.
Ели клапан или сальник пропускают кислород, вентиль неисправен. Баллон с неисправным вентилем следует сдать в ремонт. Разбирать вентили на месте работы категорически запрещается.
Техника безопасности при хранении, транспортировании и эксплуатации кислородных баллонов.
В этом пункте мы расскажем как пользоваться кислородным баллоном. При обращении с кислородными баллонами необходимо соблюдать особую осторожность и строго выполнять правила техники безопасности.
На больших предприятиях баллоны хранятся на специально отведенных складах, построенных из несгораемых материалов, с паровым или водяным отоплением и электрическим освещением, здание склада баллонов должно находиться на некотором расстоянии от производственных цехов и жилых помещений.
На участке газопламенной обработки допускается наличие не более 10 кислородных и 5 ацетиленовых запасных наполненных баллонов и не более одного запасного баллона на каждый пост.
Кислородные баллоны нельзя переносить на плечах и на руках. Для транспортировки кислородных баллонов применяю носилки, обладающие достаточной прочностью, или специальные ручные тележки, на которых баллоны надежно закрепляются.
В пределах рабочего места баллоны перемещают вручную путем кантования в слегка наклоненном положении.
Как перевозить кислородные баллоны.
При перевозке на большие расстояния баллоны укладывают поперек рессорного транспорта вентилями в одну сторону (с навернутыми предохранительными колпаками) и опирают на специальные деревянные прокладки с вырезами или на пеньковые или резиновые прокладки, предохраняющие баллоны от перекатывания и ударов. Укладывать баллоны можно не более чем в три ряда и в пределах высоты бортов.
Баллоны с кислородом нельзя перевозить вместе с горючими веществами. Особенную осторожность следует соблюдать при транспортировании баллонов в зимнее время, так как из-за низкой температуры увеличивается хрупкость металла.
Хранение кислородных баллонов.
Хранение и транспортирование баллонов разрешаются с навернутыми до отказа колпаками.
Погрузка и разгрузка баллонов на строящиеся и ремонтируемые суда при помощи обычных кранов разрешается только в специальных металлических клетях (люльках) с отдельными ячейками для каждого баллона. При этом баллоны должны быть прочно закреплены хомутами. Гнезда для укрепления баллонов и хомуты обшивают войлоком или брезентом. Металлическая клеть должна иметь навес, предохраняющий баллоны от попадания на них масла. Клети через каждые 10 дней подвергаются детальному осмотру.
Нельзя перевозить баллоны при помощи магнитных кранов.
При погрузке и разгрузке баллоны следует предохранять от падения, ударов, толчков и т.п.
В летнее время находящиеся под открытым небом наполненные баллоны защищают от нагревания солнечными лучами, покрывая их брезентом.
Баллон с кислородом располагают на расстоянии не менее 5 м от очагов с открытым огнем. Запрещается подходить к баллону с зажженным резаком.
Категорически запрещается отогревать замерзшие вентили пламенем резака. В случае замерзания вентиля его отогревают чистой горячей водой, не имеющей следов масла, или паром.
На месте работы баллон осматривают, тщательно закрепляют в вертикальном или наклонном положении так, чтобы вентиль был несколько выше башмака, и снимают колпак. Устанавливать баллоны без башмаков не разрешается.
Колпак отвертывают рукой или, в крайнем случае, ключом. Категорически запрещается ударять по колпаку металлическими предметами. После снятия колпака осматривают вентиль баллона и убеждаются в отсутствии на нем жировых следов.
Нельзя пользоваться баллонами, срок испытания которых истек, баллонами с жировыми пятнами, с неисправностями вентиля.
Вентиль после осмотра и перед присоединением редуктора продувают кратковременным открытием маховичка. При этом рабочий должен стоять сбоку от штуцера вентиля, чтобы в случае вылета из вентиля мелких металлических частиц не поранить лицо.
После продувки присоединяют редуктор, затем, медленно и плавно поворачивая маховичок, открывают вентиль. При быстром и резком открывании кислородного вентиля может произойти воспламенение.
Расходовать кислород из баллона полностью нельзя. В нем оставляют давление не менее 0,5 кг/см 2 , чтобы завод, наполняющий баллоны, не производил специальной промывки и мог проверить, какой газ находился в баллоне.
После того как в баллоне остался кислород под давлением 0,5—1 кг/см 2 , на нем мелом делают надпись «пустой», снимают редуктор, плотно закрывают вентиль и, надев заглушку и колпак, сдают баллоны для отправки на кислородный завод.
Статья оказалась Вам полезна?! Поделитесь с друзьями в социальных сетях.
Принципы и особенности процесса
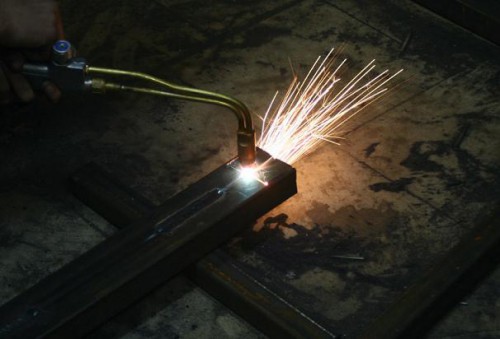
 Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Сварка пропаном начинается с того, что горючий состав поступает в горелку и через специальное калиброванное сопло под давлением выходит наружу. Затем сварщик поджигает газ, и после его воспламенения регулирует напор и качество смеси посредством расположенных на корпусе вентилей.
Исходящая из сопла очень тонкая струя пламени состоит из ядра, зоны восстановления и рабочего факела. Самая высокая температура развивается именно в ядре; при этом сама газовая сварка пропаном происходит в промежутке между ним и зоной восстановления.
Одновременно с этим за счёт воздействия высоких температур на обрабатываемый металл сварочная ванна защищается от нежелательного контакта с воздухом.
Возможность точечной обработки металла тонкой струёй позволяет применять сварку пропаном не только при фигурной резке исходных заготовок, но и при изготовлении целого ряда декоративных изделий и украшений.
Сварка по этой методике требует от исполнителя особых профессиональных навыков, получить которые можно лишь после прохождения курса предварительного обучения и последующей длительной практической работы с пропаном.
3 Подготовка и настройка газового оборудования для резки
Чтобы работать с газовым резаком было безопасно, важно не только грамотно подобрать соответствующий комплект оборудования, но и правильно его подключить и настроить. Сначала к баллонам с кислородом и ацетиленом подсоединяют соответствующие трубки. Кислородные шланги и емкости обычно зеленого цвета, ацетиленовые – красные.
На обоих концах шлангов следует установить предохранительные затворы (приспособление, задерживающее обратные удары пламени).

Следующий шаг – проверка исправной работы подачи ацетилена. Сначала закрывают клапан регулирования подачи – Т-образную ручку вращают несколько раз назад. На баллоне, в верхней его части, открывают вентиль – поворачивают на 1 поворот кисти. Делают это в целях безопасности. Нельзя допускать, чтобы давление ацетилена в баллоне превышало 1 атм – в случае высокого давления этот газ становится нестабильным и даже может самопроизвольно взорваться или воспламениться. Чтобы проверить, что давление ацетилена отрегулировано правильно, выполняют следующие действия:
- Главный клапан емкости отпирают, затем открывают регулирующий клапан, поворачивая ручку в направлении часовой стрелки. Делать это нужно очень медленно, следя за показаниями манометра, установленного на выходе низкого давления. Регулирующий клапан открывают, пока давление не станет 0,34–0,54 атм.
- Затем продувают воздух из шланга – открывают ацетиленовый клапан резака до появления звука выходящего газа. После этого смотрят на показания манометра низкого давления. При продувке величина давления должна быть стабильной (если нет, то убеждаются в правильности установки регулятора).
- Клапан на резаке закрывают.
Проверяют и настраивают подачу кислорода – отключают регулятор его подачи (скручивают вниз), а после этого настраивают давление. Для снижения подачи кислорода закручивают ручку манометра на несколько оборотов назад. Затем выполняют последовательность следующих шагов:
- На баллоне для кислорода полностью отпирают главный клапан. Он двухседельный и в случае его частичного открытия из-за высокого давления в баллоне (150 атм) кислород выходит вокруг кольца уплотнения соединения штока клапана.
- Медленно открывают регулятор подачи, следя за показаниями манометра, установленного на выходе низкого давления, до настройки давления кислорода в пределах 1,7–2,7 атм.
- Продувают из шланга атмосферу – на резаке открывают кислородный вентиль. У резака 2 вентиля для кислорода: один ближе к шлангу, контролирует подачу в камеру, где кислород смешивается с ацетиленом для подогрева стали (горения смеси), а также для подачи в кислородную дюзу для резки; другой расположен дальше и подает кислород в отдельную дюзу резки (пока не открыт этот вентиль или не отпущен специальный рычажок резки кислород не должен выходить из мундштука резака). Сначала открывают первый вентиль – его несколько раз поворачивают, обеспечивая достаточный приток кислорода для осуществления обеих функций. После этого немного открывают второй (передний) вентиль – на время пока не очистится шланг (3–5 с для трубки длиной 7,5 м).
- Передний вентиль закрывают.
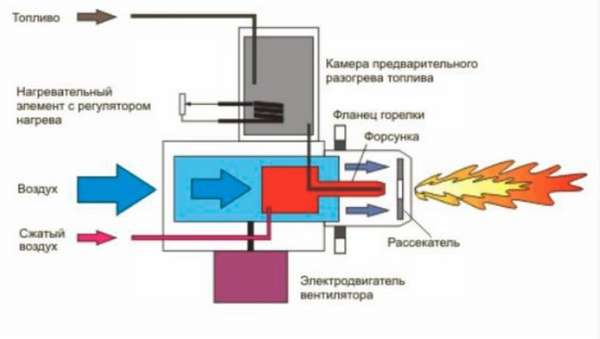
Работа горелки низкого давления.
Кислород под высоким давлением (около 4 атмосфер) поступает в горелку через систему подачи, состоящую из ниппеля, регулировочного крана. Проходит через инжектор с высокой скоростью. Под действием струи кислорода в камере струйного насоса создается давление ниже атмосферного и происходит засасывание горючего газа. Он поступает через ниппель и вентиль в камеру инжектора, а затем в камеру смешивания, соединяется с кислородом, и со скоростью в строгих пределах поступает по каналу на мундштук.
Расход кислорода не меняется, на него не влияют внешние факторы, в отличие от расхода применяемого газа. Повышение температуры мундштука и наконечника горелки, изменение давления, увеличение сопротивления повышают расход ацетилена.
Оборудование для сварки
Сварочное оборудование состоит из следующих элементов:

- Горелка.
- Кислородные трубки.
- Редукторы давления.
- Два баллона с газом.
Используются максимально прочные кислородные баллоны для сварки, в которых под высоким давлением закачен ацетилен и кислород. С помощью соответствующих редукторов на емкостях сварщик самостоятельно готовит кислородную смесь, которая по соответствующим трубкам подается в горелки и в последующем поджигается, позволяя выполнять сварочные работы.
Необходимо сказать, что качеству используемого оборудования для кислородной сварки необходимо уделить максимум внимания. Дело в том, что кислород и ацетилен в баллонах находятся под высоким давлением, и использование неисправного оборудования или же неправильная работа редукторов способна привести к мощному взрыву газа. Поэтому в обязательном порядке при выполнении данных работ проверяют уровень давления в баллонах, качество редукторов, а к такой кислородной сварке допускаются только специалисты, имеющие соответствующий опыт работы.
В последние годы популярности стали пользоваться автоматизированные установки для кислородной сварки, в которых автоматика определяет оптимальное соотношение кислорода и ацетилена, полностью управляя работой редуктора. Тем самым обеспечивается максимальное качество выполняемых сварочных работ и полная безопасность работы с газом.

Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Изготовление из подручных материалов: поэтапно
Форсунка и ручка
К трубке из латуни приделывается ручка, для ее изготовления можно воспользоваться ручкой от неисправной паяльной лампы. Второй вариант – брусок с диаметром продольного отверстия, равного размеру трубки. Для сопряжения применяется силиконовый клей либо эпоксидка. Ручке придается форма, удобная для руки.
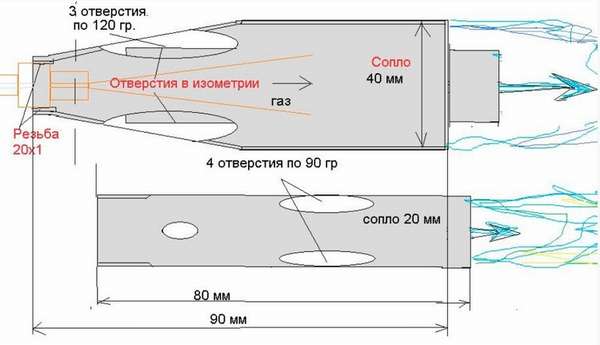
К созданию форсунки следует отнестись очень тщательно. Ее отверстие сечением 0,1 мм выполнить дома практически невозможно, потому сначала устраивается широкое, а края его забиваются до требуемого размера. Для ускорения процесса деталь зажимается в тисках, по ней наносятся вертикальные удары молотком с оттягиванием по направлению к центру.
Удары наносятся круговые во избежание отклонения подающегося газа при пользовании. Головку следует почистить мелкой наждачкой. С оборотной стороны форсунки устраивается резьба, позволяющая ей соединиться с трубкой подвода газа.
Регулировка пламени
Изготовленной по вышеописанной схеме горелкой уже можно пользоваться. Аппарат будет работать после соединения элементов в единую конструкцию. Остается лишь подключить газовый баллон, открыть вентиль и поджечь.
Но при этом возникнут некоторые неудобства – регуляция газового потока доступна только посредством крана на баллоне, максимально возможной мощности пламени добиться не удастся. Прибор нужно укомплектовать рассекателем и краном.
Кран можно установить непосредственно на горелке либо на подводящей трубе. Удобнее для работы, когда вентиль смонтирован недалеко от ручки (выше на 3-4 см). Сам кран также можно позаимствовать со старого автогена. Устройство фиксируется на резьбе, уплотняющейся ФУМ-лентой.
Для изготовления рассекателя используется латунная заготовка цилиндрической формы с отверстиями: одним – для подводящей трубки и несколькими параллельными ему меньшего сечения.
Заготовка закрепляется на трубке так, чтобы кромки ее выходили на 2-3 мм за пределы форсунки. Рассекатель выполняет сразу две функции:
- обеспечивает ветрозащиту,
- проводит поток кислорода, требуемого для поддержания стабильного горения.
Как пользоваться?
Использование газовых горелок, в том числе сварочных, совместимо с любым баллоном. Можно подключить устройство как к крупной стационарной емкости, так и к переносному резервуару. Для подачи газов применяют тонкие резиновые шланги. Знатоки советуют прежде разжечь спичку или приготовить зажигалку. Инициировав горение, можно будет моментально запалить огонь и затем останется лишь его регулировать.

Когда планируется прогревать металлические детали, их необходимо надежно закреплять. В процессе работы все равно будут заняты обе руки. Одной рукой держат горелку, а другой — припой, который и позволит сварить обрабатываемые части. Хорошим способом удержания деталей будет использование тисков. Важно: порошкообразные припои засыпают в швы заблаговременно, не дожидаясь прогрева заготовок.
Эти припои перемешивают с флюсом. Образованной смесью осторожно обсыпают стыки деталей. Важно: наведение пламени на флюс и припой нецелесообразно. Преждевременное их расплавление и окисление резко ухудшит качество работы. Припой в формате прутков, прежде всего, однородно нагревают, после чего выставляют пруток на стык.

Если планируется работать с кровельной горелкой, то:
всю поверхность заблаговременно очищают;
аккуратно раскатывают листы рубероида или иного материала;
разогревают их в положенных местах;
проходятся катком во избежание неровностей.

Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.

