


Припой для пайки медных трубок газовой горелкой
Горелка для пайки медных труб: виды и особенности применения
- Специальный инструмент для пайки медных труб.
- Ручные горелки для пайки медных труб.
- Профессиональные газосварочные посты.
- Применение различных припоев для пайки.
- Припои, флюсы и пасты: особенности.
Монтаж любого трубопровода подразумевает надежное соединение между собой всех его составляющих. Для медных труб конструктивно различают два метода: запрессовка и пайка. Наиболее проверенным и распространенным из них остается пайка, для которой необходимым инструментом является паяльник для медных труб. В большинстве случаев его функции выполняет специальная газовая горелка для пайки медных труб. Хотя можно применять и электрический паяльник или строительный фен. Не обойтись мастеру и без обязательного набора инструментов: трубореза, фаскоснимателя, расширителя, молотка и рулетки.

Планирование работ пайки газовой горелкой
Независимо от уровня сложности проектов, обязательно следует составлять план работ. Таким подходом не просто минимизируется расход фитингов, но выполнение всех операций делается легче и быстрее.
Рекомендуется собрать и спаять как можно больше монтажных секций на слесарном верстаке. При этом следует убедиться, что все фитинги, которые будут спаиваться непосредственно на месте установки, доступны для операций пайки газовой горелкой.
Во избежание ожогов глаз следует пользоваться защитными очками. Выполняя верхнюю пайку, необходимо избегать положений, когда свариваемый шов располагается прямо над головой.
Для предотвращения возможных возгораний необходимо использовать специальный теплозащитный экран. Когда работы предусматривают пайку горелкой в непосредственной близости с горючими материалами, требуется держать рядом огнетушитель.
Инструменты, необходимые для пайки медных труб газовой горелкой:
- резак (труборез),
- расширитель труб,
- щётка с проволочной щетиной (под размер фитингов 12,7 мм или 19 мм),
- наждачная машина водопроводчика,
- ёмкость для флюса и одноразовая кисть,
- газовая горелка,
- рулон бессвинцового припоя.
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.

Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Припои этого типа недопустимы для работы со сталью. Дело в наличии фосфора, который способствует образованию пленки.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.

Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Разновидности газовых горелок
В целом, несмотря на широкий выбор горелок, все они состоят из одного набора базовых элементов:
- приспособления для фиксации и удержания баллонов с газом;
- форсунки;
- головки прибора;
- регулятора поступления газа, позволяющего избежать перерасхода топлива или недостаточного нагревания рабочей поверхности;
- редуктора горелки.
Кроме того, в зависимости от фирмы-производителя и марки изделия, горелки могут обеспечиваться дополнительными элементами, такими как наконечники, переходники и другие.

По температуре разогревания рабочей среды горелки подразделяются на:
- бытовые изделия (достигается температура горения газа 1000-1500°С);
- промышленные газовые горелки (соответствующий параметр — 1500-2000°С).
В зависимости от того, какая газовая смесь используется во время работы прибора, горелки подразделяют на:
- пропановые — самые распространённые инструменты, бывают универсальными и специального предназначения; характеризуются возможностью поджига с использованием пьезоэлементов и экономии поступающего газа;
- использующие MAPP-газ — их отличительная особенность — повышенная энергия сжигания газа при сохранении мягкости пламени, препятствующем повреждению трубы;
- ацетилен-кислородные — могут быть оснащены одноразовым газовым баллоном или работать стационарно; используются при работах на магистралях.
Для соединения припоем угловых конструкций и замыкающих элементов трубопровода используются газовые паяльники для медных труб.
Материалы для пайки
Правильно подобранные материалы обеспечат стойкое соединение медных труб при пайке газовой горелкой.
Припой для пайки медных труб
 Припой различается на твердый и мягкий. Твердый припой продается в виде стержней. Паяют твердым припоем при температуре около 900 градусов. Благодаря твердому припою можно добиться очень прочных соединений, поэтому его применяют при строительстве систем газо- и водоснабжения, систем охлаждения и кондиционирования.
Припой различается на твердый и мягкий. Твердый припой продается в виде стержней. Паяют твердым припоем при температуре около 900 градусов. Благодаря твердому припою можно добиться очень прочных соединений, поэтому его применяют при строительстве систем газо- и водоснабжения, систем охлаждения и кондиционирования.
Самыми распространенными и удобными считаются медно-фосфорные припои с добавкой Cu94 и припой с добавкой серебра Cu94 P6 Ag2. Благодаря шестипроцентной добавке фосфора существенно снижается температура плавления меди (до 750 градусов). Припой и медь имеют практически одинаковые коэффициенты температурного расширения, что благоприятствует прочному соединению.
Мягкий припой поставляется в виде проволоки с диаметром 2–3 мм. В основном используется для соединения труб методом низкотемпературной пайки (около 300 градусов) и применяется в бытовых условиях. Производится на основе олова, свинца и сплавов из них в которые добавлены серебро и другие элементы.
Флюс для пайки
Правильный выбор флюса имеет большое значение если хочется получить качественное соединение. Флюсы различаются на низкотемпературные (до 450 градусов) и высокотемпературные (более 450 градусов).
Основное предназначение флюсов:
- очищают поверхность трубы от окисления;
- защищают места спайки от воздействия кислорода;
- улучшают растрескивание припоя;
- повышают сцепление металла с припоем.
Для того чтобы расплавленный припой растекся под действием капиллярных сил и покрыл медь, поверхность, предназначенную для спаивания необходимо зачистить. После чего нужно нанести пасту (флюс) для спаивания медных труб. Наносить ее следует равномерно тонким слоем при помощи кисти. После завершения процесса пайки остатки флюса необходимо удалить. Это делается чтобы избежать коррозии металла и утечек.
Фитинги под пайку
Элементы для поворотов, отвода труб и перехода на резьбы называются фитингами. У них имеется регламентированный диаметр раструбов, в которых соблюдается необходимый зазор для труб определенного диаметра.
Цена фитингов довольна высока. В местах, где возможно обойтись без фитингов место соединения обрабатывают труборасширителем.
Газовая горелка
Основным рабочим инструментом сборщика медного трубопровода является паяльник или газовая горелка.
Инструмент состоит из следующих элементов:
- сопла, из которого выходит огонь, требующийся для разогрева труб в месте пайки;
- пробки, удерживающей сопло;
- капсуля, через который газ из баллона попадает в сопло;
- трубки, соединяющей сопло с ручкой-держателем;
- ручки;
- шланга, соединяющего горелку с газовым баллоном;
- запорно-регулирующего вентиля, предназначенного как для перекрытия газа, так и для ограничения количества его поступления;
- баллона с газом.
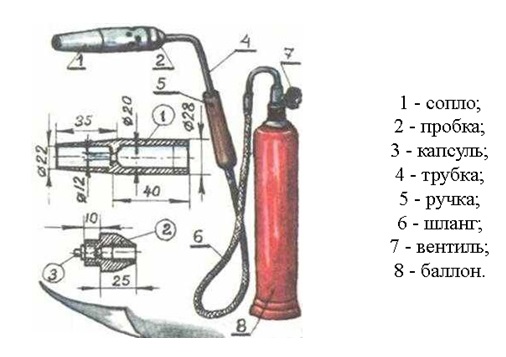
Основные элементы газовой горелки для пайки труб
Горелки, используемые для пайки медных труб, работают на следующих видах газовой смеси:
- пропановой;
- бутановой.
- бытовые горелки;
- профессиональные горелки;
- ацетилен-кислородные аппараты.
Бытовые горелки
Бытовая пропановая горелка нагревает пламя до температуры 1000ºС – 1500ºС, что вполне достаточно для пайки. Такое устройство оснащено одноразовым баллоном небольшого размера.

Горелка для использования в быту
Преимуществами бытовой горелки являются:
- мобильность. Устройство можно свободно перемещать в пространстве и паять даже в труднодоступных местах, например, при разводке системы водоснабжения в ванной комнате;
- многофункциональность. Большинство горелок, предназначенных для бытового использования, дополняются различными видами сопел, что позволяет регулировать не только мощность выходящего пламени, но и скорость разогрева металлов;
- безопасность при использовании. Максимальный уровень безопасности достигается путем установки на устройство обратного клапана, блокирующего подачу газовой смеси.
Профессиональный инструмент
Профессиональные горелки в отличие от бытовых инструментов способны нагреть пламя до температуры 1500ºС – 2000ºС. Кроме этого к устройству можно подключить многоразовый баллон, который, как правило, заправляется пропан-бутановой смесью. Для удобства использования профессиональный инструмент устанавливается в специальный ящик, который обеспечивает мобильность устройства. Дополнительно горелка оснащается:
- вентилем перекрытия поступления смеси, который располагается на ручке-держателе;
- редуктором для регулировки давления газа в горелке;
- манометрами, по которым можно определить давление газа на входе и выходе из редуктора.

Газовая горелка с многоразовым баллоном
Ацетилен-кислородные горелки
В отдельную группу выделяется газовая горелка, работающая на ацетилен-кислородной смеси. Такое устройство может быть как бытовым, так и профессиональным.
Преимуществами использования ацетилен-кислородной горелки являются:
- увеличенная температура выходящего пламени;
- экономичность, которая достигается за счет работы в более высоком температурном режиме.
Однако в ацетилен-кислородной горелкой требуется работать предельно аккуратно, так как:
- в помещении, в котором происходит пайка труб, сильно увеличивается уровень загазованности, что приводит к необходимости соблюдения всех норм безопасности (открытые окна, отсутствие легковоспламеняющихся предметов и так далее), в том числе и индивидуальной;
- вероятность перегрева металла, что приведет к деформации и возникновению дефектов.
Инструкция по использованию газовой горелки
Чтобы паять медные трубы, дополнительно потребуется набор для пайки, в который входят:
- флюс – специальная смесь для предотвращения окисления металла, улучшения адгезии и повышения текучести припоя;

Состав для повышения качества пайки
- припой – сплав, которым заполняется пространство между свариваемыми трубами.

Сплав для заполнения сварного шва
Флюс и припой могут быть высокотемпературными или низкотемпературными. Если применяется горелка для пайки твердым припоем, то выбирается соответственно высокотемпературный флюс и наоборот.
Горелка газовая используется следующим образом:
- если устройство оснащается одноразовым баллоном, то перед использованием баллон подключается к горелке. Если используется горелка с многоразовыми баллонами (профессиональная), то на первой стадии необходимо открыть газ для подачи в горелку;
- выходящая из сопла струя поджигается. В бытовых горелках для поджига используется обычная зажигалка, а профессиональный инструмент, как правило, оснащается пьезоэлементом.
Устройство готово к работе. Как использовать бытовую горелку с одноразовым баллоном, смотрите на видео.
При выборе оборудования стоит отдать предпочтение проверенным производителям.
Хорошо зарекомендовавшие себя торговые марки
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
 Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.

 Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
 Обезжириваем.
Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
- Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать, для равномерного нагрева. Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
ВНИМАНИЕ. Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.
Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.
Конструктивные отличия
Новые модели газовых устройств, использующиеся для монтажа медных труб, отличаются продуманной конструкцией. Производители выпускают разборное оборудование небольшого веса. Поэтому приборы удобно применять и перевозить.
 Газовая горелка для пайки медных труб
Газовая горелка для пайки медных труб
Аппараты помещаются, например, в слесарный ящик или сумку сантехника. Горелки для пайки медных труб состоят из следующих элементов:
- Форсунки, где газ смешивается с воздушной средой.
- Головки горелки.
- Устройства, для регулировки поступления газовой смеси. Благодаря этому узлу исключается перерасход топлива.
- Редуктора, снижающего давление газообразной смеси, поступающей из баллона и настраивающим режим пайки.
- Узла, выполняющего прямое закрепление и удерживание баллона или шлангового перехода для подключения к емкости с топливом.
Производители выпускают модели, которые дополнительно оборудуются зажигательным элементом — пьезоподжигом. Который быстро разжигает пламя одним прикосновением руки. Поэтому эксплуатация выполняется легко.
Производятся также модели с другими дополнительными элементами. К ним относятся наконечники и переходники. Газовые горелки еще могут иметь вращающееся или копьевидное сопло. Такой конструктивный элемент в некоторых моделях можно менять.
Это позволяет работать с пламенем, которое будет иметь требуемые параметры (скорость поступающего газа, длина факела). Комплектация зависит от конкретного производителя и марки оборудования.
Вспомогательные инструменты для пайки меди
- Разнокалиберные ёршики с металлической щетиной для зачистки внутренних поверхностей медных труб,
- Мелкозернистая наждачная бумага (или шкурка) для зачистки внешних поверхностей,
- Расширитель труб с насадками разных диаметров.
А также необходимы материалы:
- Припой,
- Паяльная паста (если только не применяется медно-фосфорный припой с самофлюсующимися свойствами),
- Баллон с МАПП-газом.

