


Горелка для ТИГ сварки к инвертору
TIG сварка MMA инвертором
- Авторизуйтесь для ответа в теме
#1 лохматый
у меня есть вот такой инвертор Sturm 220А. можно ли его использоввать для ТИГ сварки? естественно +баллон с аргоном и горелку
- Наверх
- Вставить ник
#2 Шурпет
Тяжесть — это хорошо. Тяжесть — это надёжно.

- Город: Саратов
у меня есть вот такой инвертор Sturm 220А. можно ли его использоввать для ТИГ сварки?
- 1
- Наверх
- Вставить ник
#3 schkaliki

- Город: Тверская деревня.
- Наверх
- Вставить ник
#4 BAN
- Наверх
- Вставить ник
#5 лохматый
самая дешевая харьковская видел около 200 грн (800 руб)
- Наверх
- Вставить ник
#6 клявлин василий
Я тоже такую с краником взял за 5тыс. руб, еще не пробовал в деле но сама горелка выглядит качественной.
я взял с кнопкой + блок питания на 12 вольт + электромагнитный клапан от газобаллонного оборудования очень удобно получилось
- Наверх
- Вставить ник
#7 Симфер

- Город: Симферополь
Извините а как вы к обычному не тиговскому инвертору подключили горелку с кнопкой, и что означает это магическое слово блок питания на 12В он зачем?
- 1
- Наверх
- Вставить ник
#8 di4
- Наверх
- Вставить ник
#9 Симфер
- Город: Симферополь
Спорить и оспаривать не буду, пусть знающие подскажут как такое может быть и может ли быть вообще
- Наверх
- Вставить ник
#10 Vadimovih
Всем привет. У меня вопрос . Будет ли данный инвертор Ресанта САИ-190 ПН варить сваркой TIG если к нему подключить аргоновскую горелку ? Всем заранее спасибо
- Наверх
- Вставить ник
#11 tehsvar

- Город: Нижний Новгород
- 2
- Наверх
- Вставить ник
#12 Bizet
Подскажите пожалуйста, на моем инвертере Сварог (Jasic j96) имеется тумблер переключения режимов MMATIG. Чем принципиально отличаются режимы работы аппарата?
И еще, можно ли реально использовать режим TIG на таких аппаратах для сварки низкоуглеродистых сталей и нержавки? Вообще покупал для РДС, но подмывает попробовать РАДС.
- Наверх
- Вставить ник
#13 tehsvar
- Город: Нижний Новгород
Чем принципиально отличаются режимы работы аппарата?
Ниже напряжение на дуге. Характеристика чуть другая.
- 3
- Наверх
- Вставить ник
#14 Шурпет
Тяжесть — это хорошо. Тяжесть — это надёжно.
- Город: Саратов
 Bizet , J6501. Постоянно забывал его переключать, когда только — только начинал изучать TIG DC зажиганием «no HF», разницы очень большой не было.
Bizet , J6501. Постоянно забывал его переключать, когда только — только начинал изучать TIG DC зажиганием «no HF», разницы очень большой не было.
- Наверх
- Вставить ник
#15 Миротворец

- Город: г. Иркутск. Александр, можно на ты
У меня ТИГ САИ 160 без функции ММА, пробовал им варить электродами, но хуже варит, +был только в том, что с осциллятором дуга хорошо поджигается и работает с кнопки(в ограниченном пространстве очень удобно).
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

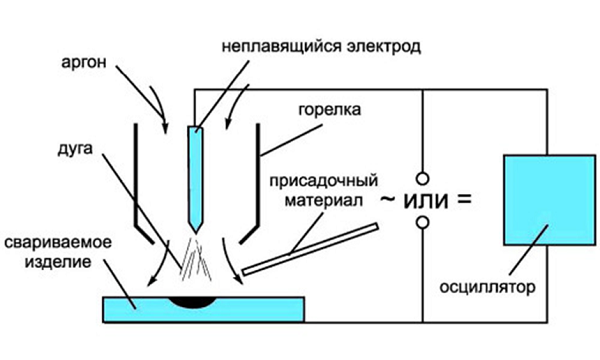
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Сварочные горелки Tig сварки, аргонные

Шагаем в ногу со временем, а значит, улучшаем качество, надежность и продуктивность выполнения ТИГ, МИГ/МАГ соединений. Ведь качественную сварку с минимальным количеством пор и надежным соединением можно выполнить только в этих режимах, а эти работы делаются с применением TIG, MIG горелок, которые работают в среде аргона, углекислоты или их смесях.

WP-17 — 4 метра , кабельный штеккер 10-25, производство Китай, полностью Binzel совместимая

WP-17v — 4 метра , вентельная аргонная горелка для токов до 150А

Горелка для TIG сварки в среде аргона Black Wolf WP-17(4м)

ABITIG GRIP-17 , немецкая горелка для сварки в аргоне на токах до 140А

Сварочная горелка для аргонной сварки WP-26V Black Wolf

Сварочный рукав аргонной сварки
Abitig 26 GRIP (Германия)
Как правильно выбрать аргоновую горелку для инвертора?
Аргоновая сварка позволяет получать аккуратные и высокопрочные соединения. Ее преимущество в том, что она является единственным методом пригодным для алюминия, титана, меди, углеродистой стали, нержавеющих сплавов и других металлов. Отличные результаты получаются при стыковке маленьких толщин. TIG-сварка применяется для соединения как поворотных, так и неповоротных стыков труб, (к примеру: корневых швов на эстакадах).
Горелка для аргоновой сварки является составной частью аппарата и служит для фиксации вольфрамового электрода и подвода к зоне сварки защитного газа и тока. С помощью нее и можно добиться результата — качественного шва.
Чем модели отличаются друг от друга?
Виды аргоновых сварочных горелок.
-1. Вентильная. Поскольку у данных аппаратов нет встроенного внутри клапана, регулировка газа осуществляется простым откручиванием / закручиванием барашка на корпусе.
Это лучшее решение для выполнения стандартных операций в TIG-сварке. Поджиг дуги происходит быстрым касанием кончика вольфрама поверхности и отводом его на несколько миллиметров в сторону.
Недостатком использования вентильной горелки для аргонодуговой сварки есть:
-Ручная установка открытия регулировочного краника (чуть больше или меньше отражается на количестве выходящего аргона).
-Загрязнение поверхности вольфрамом. Образуется в момент касания электродом (актуально для легированных сталей и титана).
2. Кнопочная, с дистанционным управлением тока и защитного газа. Устанавливается на специализированных аргоновых аппаратах со встроенными клапанами и регулировкой времени продувки газом до и после процесса. Сварщик подносит горелку для аргона на несколько миллиметров от поверхности детали. Нажимает кнопку. Зажигается дуга и идёт газ.
Охлаждение газом или жидкостью.
Первый вариант используется:
— для работ на токах до 200 Ампер;
— при сборке конструкций на высоте, куда установленный внизу блок циркуляции просто не сможет додавить жидкость;
— для прихваток и коротких швов.
Выходящий из баллона и проходящий через всю горелку аргон, одновременно охлаждает все части конструкции.
Модели с жидкостным охлаждением имеют шланговый пакет с:
— шлангом подачи газа;
— трубками подачи и отвода жидкости;
В качестве охлаждения для аргоновых горелок использовать проточную воду очень не желательно. В ней содержатся соли, которые накапливаются на стенках, сужают проход и являются причиной перегрева и выхода из строя деталей.
Характеристики и технические особенности:
— Максимальная токовая нагрузка зависит от свариваемых толщин. Её указывают для постоянного тока, на переменном значение будет меньше (например, 110 A DC / 80 A DC)
— Продолжительность включения. ( эпизодический (или бытового применения) и для профессионалов). Есть производители, которые выпускают сразу три линейки. Например, Hobby позиционируют как недорогие для домашних мастеров; Classic для станций технического обслуживания и небольших мастерских, а Industrial для продолжительной сварки на высоких токах в промышленности (трубопроводы и металлоконструкции).
— Диаметр устанавливаемого вольфрама.
— Минимальный расход жидкости для водоохлаждаемых моделей.
— Длина шлейфа (шлангового пакета). За стандарт принято 4 метра.
Также обращайте внимание на:
— Исполнение головки. Жёсткая или гибкая шейка (Flex-тип) со способностью поворота по продольной и поперечной оси, помогают выполнить шов в неудобных местах с препятствием. Головка бюджетной версии будет изготовлена из недорого полимера. Профессиональная будет обладать высокой термостойкостью и выполняется из современных материалов, с силиконовым покрытием, не боится высоких температур.
— Шаровое соединение рукоятки со шланговым пакетом (облегчает нагрузку на предплечье сварщика).
— Рукоятку корпуса. Она должна комфортно лежать в руке, не вызывая неудобств, а кнопка подачи газа (речь идёт о кнопочной, а не вентильной) хорошо чувствоваться сварщиком даже через толщину сварочных краг. Профессиональные модели рукояток аргоновых горелок: лёгкие, прекрасно сбалансированы, обеспечивает оптимальное манипулирование, имеют мягкие накладки по бокам корпуса, а сама форма обладает отличной эргономикой.иПроизводители предусматривают возможность применения нескольких вариантов кнопок, которые могут меняться за секунды ( их замена не требует какой-либо разборки корпуса и применения инструмента)
— Шланговый пакет. Служит для сохранения целостности и предотвращения от случайных порезов и повреждений силовой жилы и шлангов. Снаружи он имеют защитную резиновую оболочку. У некоторых моделей первый метр шлангпакета выполняется из кожи. Ценится лёгкий и гибкий шлангпакет.
Просматривая образцы уточните у продавца совместима ли данная модель с расходниками Abicor Binzel (соответствуют мировому стандарту ). Данная торговая марка имеет развитую сеть дилеров в крупных городах, у которых всегда можно приобрести недостающие каппы, цанги, вольфрам и т.д.).
Если расходники отличаются от тех, которые можно купить в сварочном магазине, то рано или поздно Вы столкнётесь с тем, что тот комплект ЗИП, который поставлялся со сварочной Tig горелкой, «исчез». Это происходит из-за того, чтос керамические сопла при неаккуратном обращении имеют свойство разбиваться, а цанги теряться.
Лучшее оборудование производят: Abicor Binzel, Kemppi, ESAB, Trafimet, TBI, Fronius.
Подготовка к работе горелки для сварки аргоном.
Tig сварка не относится к высокопроизводительным видам, но отличается очень чистым, без капелек в околошовной зоне, эстетичным швом. Подготовка поверхности свариваемых кромок должна быть выполнена на уровне.
— Изделия, внешний вид которых играет важную роль, не просто стыкуются. Они очищаются от грязи, окислов, отложений абразивными кругами и проволочными щётками, после чего протираются растворителями.
— Вольфрамовые электроды для горелок не только затачиваются под определённым углом, но и полируются (только при выполнении ответственных работ). На качество сварки и глубину проплавления влияет угол и форма заточки (для нержавейки конусовидная, а для алюминиевых сплавов с притуплением), её длина. На стабильности дуги отражаются небольшие царапинки на кончике вольфрамового электрода.
-Горелка ТИГ- сварки устанавливается на расстоянии нескольких миллиметров от свариваемых кромок изделия.
-Сварщик нажимает кнопку; зажигается дуга; металл начинает плавиться и переходить в жидкое состояние и в зону сварки подаётся присадочный пруток (если кромки подогнаны плотно, то можно варить без присадки).
-Чтобы металл шва не насыщался вредными газами из атмосферы, кончик присадки стараются всегда держать в зоне воздействия аргона и подавать её точными, но плавными движениями.
-Сварку ведут справа налево, стараясь маневрировать аргонной горелкой так, чтобы длина дуги (от кончика вольфрама до заготовки) не превышала 3 мм.
На качество сварки влияет:
-равномерное истечение газа из сопла (есть модели с газовыми линзами);
-защита от ветра и сквозняков (сильные порывы воздуха сдувают защитный газ, поэтому при работах на улице вокруг сварщика-аргонщика устанавливают защитные экраны).
При работе на открытой местности сварщики:
— устанавливают керамическое сопло увеличенного диаметра;
— уменьшают вылет торчащего вольфрама, приближая тем самым кончик сопла к заготовке;
— оборвав дугу не отключают несколько секунд подачу газа, обеспечивая тем самым отличную защиту металла.
- Электрододержатели, масса
- Горелки MIG/MAG
- Расходные MIG/MAG
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- Комплектующие TIG
- Плазмотроны CUT
- Циркули CUT
- Редукторы
- Светофильтры
- PT-31 (CUT-40) расходные
- SG-55 (AG-60) расходник
- SG-51 (CUT-60)
- P-80 Panasonic
- A101/A141 Trafimet
- Powermax 45
- Термопенал
- Перчатки сварщика
В группу вступай — скидку получай ↓↓↓
Горелка для тиг сварки
 Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
В такой горелке отсутствует направляющий канал для проволоки, и проволока подается вручную.
Основные детали горелки тиг:
- корпус горелки;
- электрод;
- уплотнительная втулка;
- корпус уплотнительной втулки.
Электрод служит для передачи дуге сварочного тока. Вставляется электрод в электродный щиток корпуса горелки через уплотнительную втулку и ее корпус.
Электродный щиток для закрепления электрода поворачивается. Положение горелки при сварке – 15-40 градусов к вертикали.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. Читайте про сварочный полуавтомат.

Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги. Подробнее здесь.
Преимущества и недостатки TIG сварки
Инверторный сварочный аппарат тиг, как и любой другой, будет иметь свои положительные и отрицательные моменты.
| Плюсы | Минусы |
|---|---|
| Небольшая площадь нагрева при работе, сохраняет изначальную форму и параметры деталей | Сложность настройки при отсутствии опыта |
| Защитная среда дает более качественный сварочный шов | Чувствительна к сильному ветру и сквозняку |
| Используя инвертор для тиг сварки можно ускорить весь процесс, так как аргон увеличивает мощность дуги | Как и любой другой бытовой, инвертор с функцией тиг чувствителен к низким температурам |
| Простота использования сварочных инверторов тиг упрощает обучение рабочему процессу | |
| Сварочный шов получается очень аккуратным и небольшим по размеру, что не испортит вид деталей |
Но, при таких недостатках, преимуществ для использования инверторного сварочного аппарата тиг больше. Еще десять лет назад для сваривания цветных металлов нужно было искать специалиста, что не всегда представлялось возможным. Сегодня масса образцов таких аппаратов по доступной цене упростили весь процесс. И, мало того, даже новичок, способен быстро обучится сварке в аргоновой среде за очень короткие сроки.
Инвертор с функцией tig обладает еще одним громадным преимуществом — компактностью.
Но, решив приобрести такое оборудование, стоит призадуматься — а нужно ли оно вообще. Большинство дешевых моделей имеют маркировку тиг, при этом не позволяют менять подаваемый ток. То есть можно получить инвертор с функцией тиг, что сваривает только конструкционную сталь на постоянном токе, а такой технологический процесс вполне обеспечит обычная ММА сварка.
Сварочные аппараты с действительно универсальными функциями стоят намного дороже, при этом еще стоит учесть дополнительные расходы на материалы: вольфрам, газ и присадки. Например, если прибор нужен только для того, чтобы заварить кастрюлю, то проще приобрести новую — это обойдется дешевле. Хороший инвертор сварочный tig понадобится в случае, если вы планируете развить серьезную работу с разными металлами.
И еще один момент — это полуавтоматическая сварка в аргоновой среде. Прекрасный выбор, если нужно выполнять действительно тонкую работу. Такие приборы позволяют сваривать тонкостенные детали без угрозы прожечь их. Незаменимы при ремонте автомобилей.
А что Вы думаете по этому поводу, поделитесь своим опытом в выборе сварочных инверторов с функцией тиг в комментариях к этой статье. Насколько целесообразно использование таких инверторов в домашнем хозяйстве и как дорого обойдется приобретение качественного прибора со всеми требуемыми расходными материалами? И какие сварочные аппараты инверторного типа tig лучше всего приобрести для себя.
ЭЛЕКТРОД.РУ +7 (812) 334-07-70
ESAB — крупнейший в мире производитель сварочного оборудования, сварочных материалов, аксессуаров, а также сварочной автоматики и механизированных систем резки.
ЭЛЕКТРОД.РУ — официальный дистрибьютор ESAB, стратегический партнер ESAB и авторизованный сервисный центр ESAB.
телефон: +7 (812) 334-07-70
e-mail: esab@elektrod.ru
 Инверторы для MMA сварки (8)
Инверторы для MMA сварки (8)
Самый маленький и самый дешевый сварочный инвертор ESAB. Уверенно работает электродом 3,2 мм.
Максимальный ток 145 А.
Питание от сети 220 В.
Масса 3,6 кг.
Самый доступный из сварочных инверторов Caddy.
Максимальный ток 150 А.
Питание от сети 220 В.
Масса 7,9 кг.
Серьезный противник для любого малогабаритного сварочного инвертора.
Максимальный ток 180 А.
Питание от сети 220 В.
Масса 6 кг.
Прочные и компактные однофазные сварочные инверторы заинтересуют как любителей, так и опытных профессионалов.
Максимальный ток 170 A
Питание от сети 220 В.
Масса 8,3 кг.
Малогабаритный сварочный инвертор ESAB с хорошим запасом по току.
Лидер продаж!
Максимальный ток 200 А.
Питание от сети 220 В.
Масса 7,5 кг.
Самый мощный из переносных сварочных инверторов ESAB. Предназначен для эксплуатации в тяжелых условиях.
Максимальный ток 250 А.
Питание от трехфазной сети 380 В.
Масса 10,5 кг.
Мощный инвертор ESAB для ММА сварки постоянным током.
Максимальный ток 400 А.
Питание от трехфазной сети 380 В.
Масса 40 кг.
Мощный инвертор ESAB для ММА сварки постоянным током.
Максимальный ток 400 А.
Питание от трехфазной сети 380 В.
Масса 40 кг.
Инверторы для TIG сварки (4)
Самый маленький инвертор ESAB для аргонодуговой сварки постоянным током. Отличная цена. Горелка в комплекте.
Максимальный ток 160 А.
Питание от сети 220 В.
Масса 6 кг.
Малогабаритный инвертор ESAB для аргонодуговой сварки постоянным и переменным током.
Максимальный ток 220 А.
Питание от сети 220 В.
Масса 15 кг.
Инвертор ESAB для аргонодуговой сварки постоянным и переменным током.
Максимальный ток 300 A
Питание от трехфазной сети 380 В.
Масса 44,5 кг.
Флагман в линейке TIG инверторов ESAB. Сварка постоянным и переменным током. Водяное охлаждение.
Максимальный ток 430 А.
Питание от трехфазной сети 380 В.
Масса 95 кг.
Сварочные полуавтоматы (8)
Компактный инверторный сварочный полуавтомат ESAB. Встроенная горелка и провод заземления. Электронная панель управления.
Сварочная проволока 0,6-1,0 мм.
Максимальный ток 200 А.
Питание от сети 220 В.
Масса 12 кг.
Компактный инверторный сварочный полуавтомат ESAB с цветным дисплеем и возможностью ТИГ и ММА сварки.
Сварочная проволока 0,6-1,2 мм.
Максимальный ток 215 А.
Питание от сети 220 В.
Масса 18,2 кг.
Компактный инверторный сварочный полуавтомат ESAB с цветным дисплеем и возможностью ТИГ и ММА сварки.
Сварочная проволока 0,6-1,4 мм.
Максимальный ток 320 А.
Питание от сети 380 В.
Масса 31 кг.
Инверторный сварочный полуавтомат ESAB со встроенным подающим. Импульсный режим, синергетика, плавный старт. Рекомендуем для сварки алюминия.
Сварочная проволока 0,6-1,2 мм.
Максимальный ток 300 А.
Питание от трехфазной сети 380 В.
Масса 38 кг.
Сварочный полуавтомат ESAB со ступенчатой регулировкой напряжения. Предназначен для эксплуатации в тяжелых условиях.
Сварочная проволока 0,6-1,2 мм.
Максимальный ток 340 А.
Питание от трехфазной сети 380 В.
Масса 114 кг.
Инверторный сварочный полуавтомат ESAB с раздельным подающим.
Мощный аппарат с высоким ПВ. Предназначен для эксплуатации в тяжелых условиях.
Сварочная проволока 0,6-1,6 мм.
Максимальный ток 400 А.
Питание от трехфазной сети 380 В.
Инверторный сварочный полуавтомат ESAB с раздельным подающим.
Мощный аппарат с высоким ПВ. Предназначен для эксплуатации в тяжелых условиях.
Сварочная проволока 0,6-1,6 мм.
Максимальный ток 500 А.
Питание от трехфазной сети 380 В.
Инверторный сварочный полуавтомат ESAB с раздельным подающим.
Имульс, суперимпульс, синергетика
Сварочная проволока 0,6-1,2 мм.
Максимальный ток 400 А.
Питание от трехфазной сети 380 В.
Плазморезы ESAB (5)
Самый доступный плазморез ESAB высшего класса для резки стали толщиной 12 мм.
Максимальный рез 22 мм.
Питание 220 В.
Масса 11,8 кг.
Самый компактный плазморез для чистовой резки стали толщиной 20 мм из имеющихся на рынке в настоящее время.
Максимальный рез 32 мм
Питание 380 В.
Масса 19,5 кг.
Несмотря на небольшой размер, этот плазморез ESAB позволяет выполнять чистовую резку стали толщиной 25 мм.
Максимальный рез 38 мм
Питание 380 В.
Масса 19,5 кг.
Мощный плазморез ESAB для чистововй резки сталей до 35 мм.
Максимальный рез 45 мм
Питание 380 В.
Масса 28,1 кг.
Самый мощный плазморез ESAB для чистовой резки металла до 40 мм.
Максимальный рез 55 мм
Питание 380 В.
Масса 28,1 кг.
Применение аргоновой сварки TIG
ТИГ сварка имеет чрезвычайно широкую сферу применения. В основном её используют для соединения цветных металлов и легированных сталей. С помощью аргоновой горелки и вольфрамового стержня получают чистые аккуратные швы даже на тонком металле. Кроме того, сварка TIG позволяет постоянно поддерживать точную глубину проплавления металла. Данный метод идеально подходит для соединения неповоротных стыков труб и корневых швов. Аргонную сварку можно встретить везде, где имеются высокие требования к качеству швов – в быту, автомобилестроении, промышленности и других областях. Для сварки титана и алюминиевых сплавов применяют сварку неплавящим электродом, для нержавейки – плавящим.
ДНІПРОКОМСПЕЦБУД
Профессиональное оборудование для строительных и монтажных работ
Настоящим профессионалам – профессиональный инструмент и оборудование.
Компания «ДНІПРОКОМСПЕЦБУД», являясь системным поставщиком индустриальных предприятий и монтажно-строительных организаций, обеспечивает заказчиков широким спектром оборудования для строительных работ и устройств промышленного применения:
- сварочное оборудование;
- абразивный инструмент;
- металлорежущий инструмент;
- средства индивидуальной защиты.
Сделать вашу работу легче и прибыльнее ― наша цель.

Сварочное оборудование
Поставляемое нами сварочное оборудование является оптимальным для заказчиков. Надёжность, эффективность, высокое качество – это характеристики продукции таких известных среди профессионалов производителей, как ТЕМП, EDON, WMASTER, GIANT, ABICOR BINZEL и др.
В представленном компанией «ДНІПРОКОМСПЕЦБУД» ассортименте сварочного оборудования найдутся как полупрофессиональные устройства для небольших объёмов работ, так и мощные производственные линии, гарантирующие высокую эффективность крупномасштабного производства.
Широкий круг потребителей – от новичков в мире сварки до настоящих профессионалов сварочного дела – может рассчитывать на оперативные поставки по выгодным ценам:
- инверторов;
- трансформаторов;
- полуавтоматов;
- оборудования для аргонно-дуговой и воздушно-плазменной сварки;
- газосварочного оборудования;
- комплектующих и расходных материалов.
Абразивный инструмент
Проведение строительно-монтажных работ немыслимо без абразивного инструмента. Учитывая это, мы постоянно обновляем и пополняем ассортимент:
- отрезных кругов;
- абразивных дисков;
- наждачной бумаги;
- абразивных паст.
Представленная нами продукция (KRONENFLEX, СПРУТ, НОРТОН, АТАКА, ЗАК) хорошо зарекомендовала себя в кругу профессионалов, работающих с абразивными материалами, благодаря своему высокому качеству и отличным характеристикам.
Промышленное оборудование
Широкий спектр промышленного оборудования и устройств промышленного применения, представленных компанией «ЕМКО» на украинском рынке, включает также:
- металлорежущий инструмент: свёрла, фрезы, резцы, метчики, плашки;
- средства индивидуальной защиты: сварочные маски, респираторы, каски, спецодежду;
- вспомогательное оборудование для строительных работ и промышленности: компрессоры, генераторы, весоизмерительные системы.
Почему именно «ДНІПРОКОМСПЕЦБУД»?
Неизменные характеристики нашей продукции – высокое качество, подтверждённое как соответствующими сертификатами, так и многолетним опытом эксплуатации оборудования и инструмента. Мы не предлагаем нашим заказчикам товар, в качестве которого не уверены на все сто.
На складах «ДНІПРОКОМСПЕЦБУД» всегда поддерживается запас необходимого количества товаров, чтобы обеспечивать оперативные поставки (со склада до двери клиента – не более 24 часов!). Однако если необходимого вам инструмента нет в наличии или вы нуждаетесь в каком-то специфичном специализированном оборудовании, мы всегда готовы пойти вам навстречу и организовать его поставку в кратчайшие сроки. Мы приложим все усилия, чтобы предоставить вам качественное промышленное оборудование, обладающее необходимыми вам характеристиками.
Мы всегда открыты для новых предложений о взаимовыгодном сотрудничестве. Со своей стороны «ДНІПРОКОМСПЕЦБУД» предлагает:
- максимально выгодные условия приобретения оборудования;
- пунктуальность и ответственный подход к выполнению обязательств перед заказчиками;
- большой ассортимент и гарантированно высокое качество продукции;
- подробные профессиональные консультации, индивидуальный подход к каждому клиенту;
- интересные варианты финансирования покупки с помощью банков-партнёров.
Мы уверены, что сотрудничество с нашей компанией позволит вам пересмотреть свои взгляды на стандарты обслуживания в сфере поставок промышленного оборудования.
Мы обеспечим индивидуальный подход и интересные финансовые условия.
Надеемся на приятное сотрудничество.
Хотите узнать больше? Позвоните +38 0930941052
Мы любим отвечать на вопросы!
Основные преимущества сварки в среде аргона

Фото 2. Основные составные части горелки.
Главными преимуществами такой сварки являются:
- соединяемые поверхности не ведет в разные стороны из-за небольшой площади прогрева;
- на шве полностью отсутствует окалина и шлак;
- дуга маленького размера, но повышенной мощности позволяет выполнять работы за более короткий срок;
- простые приемы сварки позволяют быстро освоить данную технологию;
- возможность работать со многими металлами и их сплавами, которые нельзя сварить другим способом.
К недостаткам аргонодуговой сварки можно отнести следующее:
- затруднительная сварка на ветру или при сильных сквозняках из-за смещения защитного газового слоя;
- при использовании энергоемкой дуги для сварки необходимо дополнительное охлаждение;
- необходимость постоянной заправки баллонов газом.
Несмотря на все трудности, многие специалисты, освоившие сварку в защитной газовой среде, не хотят возвращаться к прежним способам сварки из-за преимуществ и возможностей такого метода.

