


Отличие горелки пропановой от ацетиленовой
Виды пропановых резаков и их отличия от ацетиленовых
 Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
- Принцип действия и виды
- Отличия
- Конструкция
- С инжектором
- Без
- Размеры и вес
- Портативные
- Расходные элементы
- На что обратить внимание при выборе?
- Как пользоваться правильно?
- Как работать кислородно-пропановым?
- Как переделать из ацетиленового?
- Заключение
Характеристика
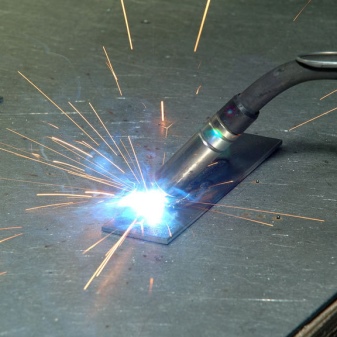
Сварочная ацетиленовая горелка — это специальное устройство, в которое подаётся для сгорания особый газ (ацетилен). Его используют чаще других приспособлений для газовой сварки. Причины популярности вполне очевидны:
пригодность для работы даже при ограниченном наборе оборудования;
высокая эффективность применения (оправданная даже на атомных и иных ответственных объектах).
Температура горения ацетилена больше, чем у любого другого из сварочных газов. Она достигает 3200 градусов. Причина состоит в том, что реакция ацетиленового горения — эндотермическая, в то время как другие газы поглощают тепло в процессе распада. Полное сгорание 1 куб. м. этого газа потребует использовать 2,5 куб. м. воздуха. Таковы расчеты, проведённые химиками на основе формул реагирующих веществ.
Однако на практике в пламени ацетилен сгорает лишь неполно, поэтому при реальной сварке расход воздуха не превышает 1-1,2 куб. м. Из-за этого общая полезная производительность по теплу вместо теоретически рассчитанных 13500 ккал на 1 м3 составляет только 5120 ккал на 1 м3. На практике чаще всего используют кислородно-ацетиленовую смесь, в которой 55% приходится на ацетилен, а остальные 45% массы представлены кислородом.
Именно такое соотношение позволяет добиться наивысшей возможной температуры сжигания.

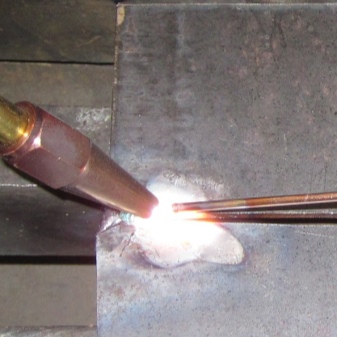
Полезно разобраться также, чем ацетиленовая горелка отличается от пропановой на практике. Первый тип в основном используется для работы со сравнительно тонким (не более 6 мм) металлом. Наконечники горелочных устройств содержат, кроме инжектора, также мундштук и трубку. Пропорции отверстий в мундштуках и инжекторах рассчитываются строго индивидуально для каждого используемого газа. Поэтому для замены газа приходится использовать другой наконечник, желательно того же производителя.

Сила тока

Все предельно просто. Достаточно запомнить максимальную силу тока сварочного устройства и рассматривать для выбора горелки с приблизительно равным показателем.
Приведем простой пример из возможных вариантов от FUBAG. Если у вас полуавтомат FUBAG IRMIG 200 SYN, вам лучше всего взять горелку с запасом – FB 250. Но есть и такие варианты, где стоит немного уступить в меньшую сторону. Например, для FUBAG IRMIG 160 рекомендуемый выбор горелки на 150 А (FB 150).
Более подробно увидеть возможные сочетания можно в таблице рекомендаций:
в среде CO2, А
в среде Ar80% + CO2 20%, А
Аппараты других производителей с силой тока до 160А.
INMIG 200 PLUS/200 SYN LCD / 250 T
Аппараты других производителей с силой тока до 200 А.
Аппараты других производителей с силой тока до 300 .
Аппараты других производителей с силой тока до 400 А.
Аппараты других производителей с силой тока до 500 А.
Поэтапный процесс работы с кровельной газовой горелкой
Процесс работы с кровельной газовой горелкой это поэтапное покрытие кровли изоляцией. Одним из основных элементов покрытия является рубероид.

 Чтобы начать работу следует сначала подготовить место укладки рубероида. Подготовка места включает в себя очистку от мусора и выравнивание — можно сделать бетонную стяжку (при необходимости).
Чтобы начать работу следует сначала подготовить место укладки рубероида. Подготовка места включает в себя очистку от мусора и выравнивание — можно сделать бетонную стяжку (при необходимости).- На чистой поверхности раскатывается рулон рубероида. Раскатанные листы должны лежать внахлёст друг на друге.
- После предварительной раскатки, рулоны обратно скатываются и с помощью горелки крепятся у основания крыши. Дальше процесс таков: разогревая низ рулона и кровлю, не спеша раскатывай материал и плотно прижимай к основанию. Так рулон за рулоном, спаивая их вместе.
- Время от времени надо прокатывать ручным катком уложенный слой, чтобы не было пузырей. Швы также прокатываются после их спайки.
Условные обозначения сварочных рукавов
Все производители не только маркируют газовый рукав цветом, но и наносят информацию о технических возможностях продукта, зашифровывая условными обозначениями следующую информацию:
- название изделий;
- класс;
- допуски к использованию с указанием температурного режима – Т (для теплого климата) или ХЛ – для холодного климата;
- диаметр полости в мм;
- максимально допустимое значение давления в Мпа.
Например, на рукаве первого класса с диаметром внутреннего сечения 16 мм и максимальным значением давлением 0.63 Мпа, предназначенным для работы в теплом климате будут нанесены следующие обозначения: рукав I-16-0,63-Т. Дополнительно указывается ГОСТ, в соответствии с которым было произведено оборудование.

Помогающий выживать
Михаил Шубин: «В кризисные времена малый бизнес очень полезен экономике: в силу своей гибкости он быстро перестраивается и не дает рынкам рухнуть окончательно. Крупный бизнес на это не способен»

Выпускник лучшего в Советском Союзе физического вуза – Московского физико-технического института – Михаил Шубин в 1992 году создал в Петербурге малую инновационную фирму «Лига». Она стала заниматься разработкой и мелкосерийным производством газосварочных аппаратов собственной конструкции. Аппараты оказались настолько удачными, что быстро нашли спрос даже в нелегкие для российской экономики пореформенные времена начала 1990-х годов.
В 1995 году изобретением Шубина заинтересовался ЕБРР и предоставил ему грант на развитие. В том же 1995 году Европейская ассоциация малого предпринимательства включила фирму «Лига» в сотню самых динамично развивающихся малых предприятий Европы. Фирма Шубина благополучно пережила кризис 1998 года. Ее продукцию покупают в самых разных странах мира – Финляндии, США, Германии, Турции, Алжире и др. О том, как компания переживает нынешний кризис, Михаил Шубин рассказывает в интервью корреспонденту «Эксперта С-З».
Кризис способствует росту
– Наши продажи растут, и думаю, что по мере углубления кризиса этот рост усилится. Кризис, конечно, повлиял – произошел некоторый спад продаж по одной позиции. Но зато стал расти спрос по другим – мы перестроились и начали выпускать больше продукции по востребованным позициям. В результате наши обороты сейчас на 25-30% выше, чем за аналогичный период годом ранее.
– Мы практически не используем кредиты, живем на свои деньги. Но это не главное. Главное то, что наша продукция помогает потребителям выживать в тяжелых экономических условиях. Это в благополучные времена они могли не особенно заботиться об издержках производства и переплачивать в десятки раз за традиционную – ацетиленовую (или пропановую) – сварку. Сейчас, когда кризис заставил всех считать деньги, все большее количество потенциальных потребителей наших аппаратов становятся реальными.
– Но за снижение издержек им, наверное, придется заплатить недостатками вашего аппарата?
– Не придется. Потому что серьезных недостатков у аппарата нет, по всем основным параметрам он превосходит ацетиленовые. И особенно – по безопасности, являющейся ключевой проблемой традиционной газосварки. Разве что предельная температура у нас немного ниже – не 3200 градусов, как у ацетилена, а 2600. Впрочем, в абсолютном большинстве случаев этого достаточно. Температура плавления стали – вдвое ниже (1300 градусов), так что двойное превышение температуры пламени, необходимое для качественной сварки, пайки и резки, наша технология обеспечивает. Не является большим недостатком и потребность в электросети: основной объем сварочных работ производится на территориях, где такие сети имеются.
Наши аппараты настолько удобные, да и недорогие, что позволяют обеспечить малые предприятия и частных лиц неплохими заработками на ремонте автомобилей, ювелирке, производстве стеклянных игрушек и т.д. Достаточно иметь лишь небольшие навыки такой работы. А эксплуатационные расходы наших аппаратов очень малы. Сейчас, когда кризис нарастает и многие малые предприятия и люди теряют работу, это может помочь пережить трудные времена. Традиционная ацетиленовая сварка (да и пропановая) для этого не годится – она слишком дорогая в эксплуатации и требует специальных разрешений. Наш аппарат разрешений не требует, это фактически бытовая техника. Вообще говоря, по многим параметрам наш аппарат вполне может конкурировать с наиболее распространенной электросваркой.
Революция не состоялась
– Почему же при таких достоинствах ваша технология до сих пор не вытеснила традиционную?
– Главная причина обусловлена типичной проблемой малых инновационных компаний. Всякая радикально новая технология предполагает частичное или даже полное разрушение традиционного производства. Например, изобретение компакт-дисков практически уничтожило производство виниловых пластинок. А ведь это был огромный, хорошо налаженный бизнес. Компаниям пришлось почти полностью переоборудовать заводы. Сохранилось разве что производство наклеек (на CD и пластинках они почти одинаковые).
В нашем случае ацетиленовая промышленность должна закрыться полностью. Не удастся сохранить ничего, даже производство всякого рода «наклеек», потому что для нашего аппарата внешнее производство газа вообще не требуется. И ацетиленовая промышленность сопротивляется уничтожению. Но она полностью контролирует производство газосварочного оборудования, поскольку горелки и редукторы дешевы, а основная часть стоимости газосварки приходится именно на баллоны с ацетиленом. Я несколько раз пытался договориться о производстве наших аппаратов с крупными мировыми производителями сварочного оборудования, но безуспешно. Я понял, что им это не надо. Противостоять этому сопротивлению может только крупная компания. Нам это не по силам.
Между тем, чтобы раскрутить нашу технологию, надо решить три основные задачи. Во-первых, убедить массы потребителей газосварочного оборудования в достоинствах нашей технологии, то есть провести широкомасштабную маркетинговую кампанию. Во-вторых, наладить качественный сервис – легкодоступное для потребителей обслуживание наших аппаратов. Без сервиса сейчас невозможен массовый сбыт никакой техники. Это, кстати, необходимо и для решения первой задачи. Ну и третье – построить завод по серийному производству наших аппаратов. Решение этих задач требует больших вложений, но найти средства на такие цели очень трудно даже без всякого кризиса. Наша компания небольшая, так что крупный кредит нам никто не даст. Все эти проблемы можно преодолеть только одним способом – найти серьезного инвестора, причем не связанного с ацетиленовой промышленностью. Хотя мы работаем уже 15 лет, до недавнего времени нам не удавалось найти такого инвестора.
– Почему вам не удалось повторить опыт изобретателей компакт-дисков, ведь у них ситуация была, наверное, похожей?
– Главное отличие – объем потенциального рынка сбыта. У них рынок многомиллиардный. Наш рынок на несколько порядков меньше, и потому наша технология менее привлекательна для инвесторов. Хотя рынок сварки достаточно большой, основную долю на нем занимает электросварка, а газовый сегмент сравнительно мал. Газовые установки используют главным образом для тонкой работы – пайки трубопроводов, ремонта автомобилей, в ювелирном производстве, в стоматологии (при изготовлении протезов), для термической обработки и плавления стекла и др.
Есть еще одно серьезное препятствие для широкого распространения наших аппаратов – отсутствие глобальной системы сервисного обслуживания. Это препятствие было главным в наших международных контактах. Многие иностранные компании, как производственные, так и торговые, проявляли интерес к нашим аппаратам и даже закупали отдельные партии, но подписывать крупные контракты на массовые поставки они отказывались именно по этой причине. А для нашей маленькой фирмы открытие даже нескольких сервисных центров за границей – неподъемная задача.
Кстати, помимо отсутствия необходимых средств серьезным препятствием оказалась неадекватная таможенная культура российского государства. Эта культура страдает чрезвычайной недоброжелательностью к участникам внешнеторговой деятельности. Для сервисного обслуживания наших аппаратов за границей нужно регулярно вывозить в разные страны комплектующие. Но процедура такого экспорта – настоящая пытка. Мало того, что нужно получать массу разрешений на вывоз. Работники таможни используют любой повод, чтобы создать нам проблемы на границе.
Например, один раз наш сотрудник, заполняя бумагу с оценкой стоимости вывозимого оборудования, допустил арифметическую ошибку – неправильно сложил несколько цифр. В результате общая стоимость была занижена на 50 долларов. Ошибку было легко исправить, к тому же доля этого занижения ничтожна – примерно 0,5%. Но груз тут же арестовали и велели за два дня получить 15 подписей на разных бумагах в организациях, расположенных в разных местах города. Иначе угрожали огромным штрафом. Пришлось отвлечь от работы всех сотрудников, и они как ошпаренные два дня бегали по инстанциям. Подписи мы получили. Но груз все равно не выпустили. Мне пришлось идти на прием к начальнику таможни и долго все объяснять. Он дал добро, но с тех пор к нам каждый раз жестоко придирались на таможне. Единственное, чем я могу объяснить смысл такой работы, – это понуждение к даче взятки. Крупные компании с такими проблемами справляются лучше, но малому бизнесу заниматься этим очень накладно.
Чуть больше года назад мы наконец нашли инвестора – крупную московскую компанию. Она начала строить завод, но из-за кризиса проект пришлось заморозить. Впрочем, мы рассчитываем, что через некоторое время проект возобновится.
«Не хочу быть винтиком»
– На каких условиях вы договорились с инвестором?
– На типичных условиях для малых инновационных фирм. Мы создали совместную компанию, в которой получили около 15% акций (на большее рассчитывать не можем, потому что инвестор вкладывает порядка 3 млн долларов в создание массового производства). Помимо этого, мы продали инвестору все права (с технологией) на производство наших аппаратов. А сами стали конструкторским подразделением совместной компании. Мы нужны инвестору как разработчики новых моделей. Нас такой формат вполне устраивает, потому что для нас самое интересное – конструирование, инженерные разработки. И мы продолжим этим заниматься. А все вопросы массового производства и сервиса наш новый партнер возьмет на себя.
– Вам не кажется, что, соглашаясь на такие условия, вы лишаете себя будущего – вы не сможете повторить опыт Билла Гейтса и Генри Форда, то есть на основе своей инновации создать собственную крупную компанию?
– Разумеется. А я и не хочу идти таким путем. Мне это неинтересно. Я видел, как работают крупные мировые компании. Там даже топ-менеджеры – винтики гигантской машины. Их отличие от подчиненных – лишь в количестве нулей сумм, которыми они распоряжаются. А характер работы почти тот же – механическое исполнение функций. Я по натуре инженер, изобретатель, мне нравится техническое творчество. И становиться менеджером, даже главным, я не хочу.

Газосварочный аппарат компании «Лига» – типичный инновационный продукт. Его конструкция принципиально отличается от традиционной. Основное отличие – он не использует баллоны с газом. Необходимый горючий газ вырабатывается самим аппаратом в процессе его работы из обычной водопроводной воды (дистиллированная, конечно, лучше), которая при электролизе разлагается на водород и кислород. Их смесь при сгорании дает чистое пламя с температурой до 2600 градусов, вполне достаточной для эффективной сварки, пайки и резки стали и цветных металлов толщиной до 6 мм. Расход воды очень небольшой (зависит от мощности аппарата). Например, 100 куб. см воды достаточно для часовой работы аппарата мощностью 1,6 кВт. При увеличении мощности до 3,6 кВт расход увеличивается, но всего до 400 куб. см. Это позволяет сделать аппарат малогабаритным: его максимальные размеры (при мощности 3,6 кВт) – 50х40х23 см. Помимо воды аппарату нужна еще только электроэнергия – достаточно бытовой сети 220 В.
Аппарат «Лига» по сравнению с традиционным – ацетиленовым или пропановым – газосварочным аппаратом является устройством следующего поколения. Сравнительные расчеты показывают, что его эксплуатационные расходы ниже в 25 раз для промпредприятий и в 113 раз – для частных лиц, использующих маломощные аппараты. Важнейшее преимущество – практически стопроцентная безопасность аппарата. Для ацетиленовой сварки высокая взрывоопасность – очень серьезная и практически неразрешимая проблема. Закачанный в баллон под высоким давлением ацетилен может взорваться даже при простом хранении – сам по себе, без всякого внешнего воздействия. Это значительно усложняет работу с ацетиленом (приходится применять массу предохранительных мер). Аппарат «Лига» этого дефекта не имеет. Он вообще не использует сжатый газ. Вырабатываемая в процессе электролиза водородно-кислородная смесь нигде не накапливается (сжигается по мере выработки), ее давление даже ниже атмосферного – всего 0,4-0,7 атм. Тестовые испытания показали, что если инициировать взрыв смеси, то произойдет лишь не очень громкий хлопок и даже аппарат не разрушится.

