


Пайка алюминиевых скруток
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы
Главная проблема, которая возникает при использовании алюминиевых проводников, заключается в быстром окислении материала. Пленка оксида, образующаяся на поверхности, перекрывает путь электрическому току при соединениях проводов.
Чтобы предотвратить возникновение или распространение этого процесса, провода пропаивают.

Существуют два метода пайки алюминиевых проводов.
- С помощью паяльника. Сложность этого метода заключается в том, что не удается подобрать подходящую температуру для выполнения процесса. В случае работы с алюминием легко может произойти как перегрев соединения, так и его недогрев.
- С помощью газовой горелки. В этом случае регулировать температуру работы проще, однако применение такого метода потребует более тщательной подготовки алюминиевой поверхности.
В большинстве случаев паяют алюминиевые провода посредством использования горелки.

Трудности пайки алюминиевых проводов 

Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.

Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пайка алюминия оловом и флюсом Ф 64
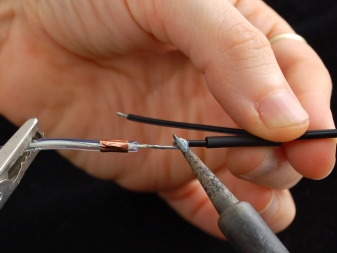
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
 Инструменты и материалы для пайки алюминиевого провода
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
 Таблица температурных режимов марок припоя
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Полезная видео инструкция по пайке проводов:
Как соединить
Вариантов правильного и абсолютно безопасного соединения алюминиевых проводниковых жил несколько. Они отличаются трудоёмкостью и уровнем сложности, поэтому в каждом конкретном случае следует индивидуально подбирать способ подсоединения.
Пайка
Один из наиболее надёжных способов соединения, базирующийся на механическом удалении образующихся естественных окислов и одновременном нанесении на зачищенные зоны паяльной кислоты.

Для пайки нужно приобрести специальный припой
- Аккуратная зачистка жилы от изолирующего слоя на 40–50 мм.
- Обработка оголённых концов мелкозернистой наждачной бумагой и скручивание друг с другом.
- Повторная обработка полученной скрутки наждачкой.
- Нанесение на скрутку паяльной кислоты, препятствующей формированию плёнки окислов.
- Заполнение канавок скрутки хорошо расплавленным припоем.
- Обработка зон соединения щёлочью и промывание в воде для удаления остатков кислоты.
Просушенная спайка обрабатывается водостойким лаком, после чего изолируется кембриками, колпачками или обычной изолентой.
Соединение сжимом (клеммой)
Самый распространённый способ соединения. Сжим предполагает использование болтового, винтового или прижимного пружинного способа соединения. Оптимальным является применение специальных клемм Wago.

Для соединения проводовол часто используют специальные клеммы
Технология соединения клеммой Wago:
- Удалить с концов проводов изоляционный слой на длину 10 мм.
- Вставить оголённые концы в круглые отверстия контактов самозажимного типа.
- Нажать на подвижную зону или поднять рычажок клеммы.
- Продвинув провод, отпустить подвижную часть или зафиксировать рычажок в нижнем положении.
Самозажимные клеммы на 2–8 разъёмов позволяют выполнить различные по уровню сложности соединения и ответвления электрической проводки. Выбирать клемму или колодку нужно в соответствии с маркировкой, которая отражает сечение и количество алюминиевых жил.

Выбирать клеммы нужно учитывая сечение и количество алюминиевых жил
Традиционная винтовая клемма способна повредить алюминиевые провода, поэтому при её использовании обязательно применяются контактные латунные насадки.
Прессовка
Способ заключается в использовании специальных обжимных клещей — кримперов и латунной или алюминиевой гильзы, размеры которой напрямую зависят от сечения жилы. Полученное в результате прессовки соединение отличается прочностью и надёжностью.

Размер гильзы зависит от сечения провода
- Определиться с размером наконечника или гильзы в зависимости от сечения жилы.
- Оголить концы соединяемых проводов стриппером.
- Надеть наконечник или гильзу на очищенную от изоляционного слоя токопроводящую часть кабеля.
- Поместить гильзу с проводом в специальный паз обжимных клещей и сжать рукояти инструмента.
В зависимости от конструкционных особенностей, инструмент может быть представлен ручным гидравлическим прессом и клещами с электрическим приводом. Многофункциональные обжимные клещи механического типа позволяют выполнять зачистку кабельной изоляции, обрезку жилы и обжим.
Использование сварки
Самостоятельная сварка алюминиевых жил — это достаточно сложный в практическом исполнении способ соединения, нежели стандартная пайка. Вариант предполагает применение специального порошкообразного флюса, разведённого в воде до пастообразного состояния и сварочного аппарата низкого напряжения.

Сварка проводов потребует от вас некоторых навыков
- Освободить концы алюминиевых кабелей от изолирующего слоя на длине 40–50 мм.
- Выполнить скрутку оголённых жил друг с другом.
- Нанести на место скрутки достаточное количество пастообразного флюса при помощи кисточки.
- Поднести к концам обработанной флюсом скрутки электрод и произвести сваривание жил из алюминия в течение пары секунд.
- Отвести электрод от скрутки и визуально убедиться в качестве выполненного соединения.
Наносимый на скрутку флюс предотвращает поступление кислорода и прилипание электрода к поверхности расплавленного металла. Результатом правильно проводимых манипуляций является образование аккуратной алюминиевой «капли» на конце скрутки, что не препятствует свободному перетеканию тока между соединяемыми проводами.
Техника безопасности
- Соединяя провода, необходимо проявить внимательность и точно следовать эксплуатационным руководствам, которые запрещают выполнять простую скрутку (скручивать спиралью) провод из алюминия и любого другого металла (меди, алюмомеди, алюминия). Причина в том, что окисляясь, алюминий выделяет гальванический пар, который рано или поздно разорвет контакт, а искры, возникающие при прохождении через такие контакты токов большой мощности, нередко становятся причиной пожара.
- Наиболее травмоопаснойявляется сварка алюминия – чтобы избежать неприятностей, обязательно использовать резиновые сапоги и сварочную маску.
- В помещении, где проводится сварка, должны отсутствовать деревянные предметы – чтобы не допустить возгорание.
- Даже деревянные полы рекомендуется накрывать железными листами.
Свойства алюминиевых проводов
Но начать наш разговор мы предлагаем с беглого анализа свойств алюминиевого провода. Это позволит выявить проблемные места и понять возможные проблемы при его монтаже.

- Начнем с преимуществ алюминиевого провода. Главный из них это цена, которая на порядок ниже, чем у главного конкурента – меди.
- Еще одним достоинством данного материала является его легкость. Это обусловило его широкое применение в линиях электропередач, где вес имеет очень большое значение.
- Ну, и последним достоинством является его стойкость к коррозии. Алюминий практически мгновенно покрывается стойкой оксидной пленкой, которая препятствует дальнейшему окислению. В то же время данная пленка имеет и негативные моменты – она является очень плохим проводником электрического тока.

- Дальше же пошли одни сплошные недостатки. И первым из них является низкая электропроводность алюминия. Для данного материала она составляет 38×106 См/м. Для сравнения у меди этот параметр составляет 59, 5×106 См/м. Выливается это в то, что, например, провод из меди с сечением в 1 мм2 способен пропускать ток почти в 2 раза больший, чем подобный провод из алюминия.

- Следующим весомым недостатком является то, что алюминиевые провода обладают очень низкой гибкостью. В связи с этим их нельзя использовать в местах, где проводка подвержена многократным изгибам или другим механическим воздействиям в процессе эксплуатации.
- Ну, и напоследок, инструкция говорит о том, что алюминий обладает таким плохим свойством как текучесть. В результате тепловых и механических воздействий он может терять свою форму, что крайне негативно отражается на контактных соединениях.
Обратите внимание! Согласно нормам ПУЭ с 2001 года использовать алюминиевый провод для монтажа электропроводки в жилых помещениях запрещено. Такой запрет значительно снизил использование алюминиевой электропроводки в быту.
Метод пайки

При сварке проводов используется оловянный припой
Перед облуживанием поверхности удаляют оксидную плёнку. Сделать это можно как механическим воздействием, например наждачной бумагой или щёткой с металлической щетиной, так и с помощью специального химиката – флюса. Он представляет собой белый порошок, который растворяется в воде, после чего наносится на концы залуживаемых жил.
Окисление алюминия на воздухе происходит за считанные секунды, так что одним механическим воздействием удалить окислы не удастся. Рекомендуется комбинировать использование флюса и зачистки поверхности.
Если производится спайка двух жил, достаточным будет использование паяльника мощностью 60 Вт. Для проводов с большим сечением и при пайке многожильных скруток понадобится паяльник мощностью от 150 Вт.
Олова в припое должно быть не менее 50%. Можно взять припой с 60-90% содержанием.
Пайка алюминия по шагам:
- Обезжирить поверхность. Подойдёт бензин, спирт. Это истончит оксидную плёнку.
- Зафиксировать жилы провода в необходимом положении.
- Нанести флюс. Убедиться, что он попал в стык кабелей.
- Прогреть место скрутки паяльником или газовой горелкой. В последнем случае стоит быть аккуратным, так как металл быстро нагревается и может расплавиться.
- Облудить место соединения. Аккуратно растереть паяльником припой до появления однородной блестящей плёнки.
Правильно обработанная поверхность приобретает характерный металлический блеск. Нельзя допускать появления наплывов и незалуженных участков.
Оловянный припой подвержен коррозии, поэтому готовое соединение обрабатывается лаком.
При наращивании проводов, если предполагается эксплуатация в сложных условиях, лучше всего себя проявит паяное или сварное соединение. В быту для кабелей, не подверженных механическим нагрузкам, вполне подойдёт обжимка с помощью гильзы.

