


Лазерная резка металла принцип работы
Лазерная резка металла, как понятно из ее названия, выполняется при помощи луча лазера, получаемого при помощи специальной установки. Свойства такого луча позволяют фокусировать его на поверхности небольшой площади, создавая при этом энергию, характеризующуюся высокой плотностью. Это приводит к тому, что любой материал начинает активно разрушаться (плавиться, сгорать, испаряться и т.д.).
Станок лазерной резки металла, к примеру, позволяет концентрировать на поверхности обрабатываемого изделия энергию, плотность которой составляет 10 8 Ватт на один квадратный сантиметр. Для того чтобы понять, как удается добиться такого эффекта, необходимо разобраться, какими свойствами обладает лазерный луч:
- Лазерный луч, в отличие от световых волн, характеризуется постоянством длины и частоты волны (монохроматичность), что и позволяет легко фокусировать его на любой поверхности при помощи обычных оптических линз.
- Исключительно высокая направленность лазерного луча и небольшой угол его расходимости. Благодаря такому свойству на оборудовании для лазерной резки можно получить луч, отличающийся высокой фокусировкой.
- Лазерный луч обладает еще одним очень важным свойством – когерентностью. Это значит, что множество волновых процессов, протекающих в таком луче, полностью согласованы и находятся в резонансе друг с другом, что в разы увеличивает суммарную мощность излучения.
Процессы, происходящие при резке металла с использованием лазера, хорошо заметны на приведенных в статье видео. При воздействии луча на поверхность металла происходит быстрое нагревание и последующее расплавление подвергаемой обработке площади.
Быстрому распространению зоны плавления вглубь обрабатываемого изделия способствуют несколько факторов, в том числе и теплопроводность самого материала. Дальнейшее воздействие лазерного луча на поверхность изделия приводит к тому, что температура в зоне контакта доходит до точки кипения и обрабатываемый материал начинает испаряться.
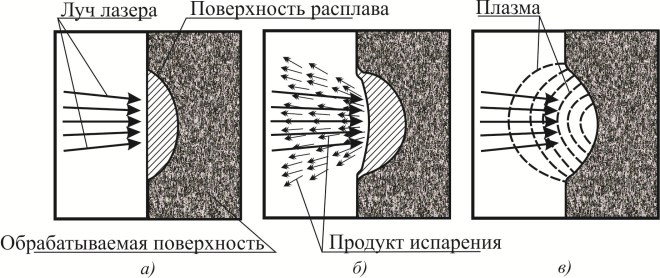
Процесс лазерной резки в схематичной форме
Лазерную резку металла может выполняться двумя способами:
- плавлением металла;
- испарением обрабатываемого металла.
Для того чтобы выполнить резку металла методом испарения, требуется большая мощность оборудования и, как следствие, значительные энергозатраты, что не всегда целесообразно с экономической точки зрения. Ограничивают использование такого метода и строгие требования к толщине обрабатываемых изделий. Именно поэтому данный метод используют только для резки тонкостенных деталей.
Значительно большее распространение получила лазерная резка металла методом плавления. В последнее время лазерную резку методом плавления все чаще проводят с использованием газов (кислород, азот, воздух, инертные газы), которые с помощью специальных установок вдувают в зону реза (видео этого процесса можно легко найти в Сети).
Такая технология позволяет снизить энергозатраты, повысить скорость работы, использовать оборудование небольшой мощности для резки металла большой толщины. Конечно, это нельзя считать лазерной резкой в чистом виде, правильнее будет называть его газолазерной технологией.

Лазерная резка стали 10мм
Использование кислорода в качестве вспомогательного газа при выполнении лазерной резки позволяет одновременно решить такие важные задачи, как:
- активизация процесса окисления металла (это позволяет снизить его отражающую способность);
- повышение тепловой мощности в зоне реза (поскольку металл в среде кислорода горит более активно);
- выдувание из зоны реза мелких частиц металла и продуктов сгорания кислородом, подаваемым под определенным давлением (это облегчает приток газа в зону обработки).
Электрооборудование, свет, освещение
Современные технологии и технические приборы работу мастеров по ремонту, строителей и дизайнеров интерьеров делают намного удобнее и комфортнее. Лазерную резку металла на сегодняшний день считают вполне обоснованно передовой технологией, которую используют для обработки металлов. Ее применение позволяет получить неограниченные, невиданные раньше, возможности для изготовления изделий из металла разной конфигурации и дизайна.
Содержание:
Процедура лазерной резки
Лазерная резка металла – самая прогрессивная и перспективная методика, благодаря которой создаются высококачественные элементы, хотя и является относительно молодой технологией. Осуществляется процедура с помощью технически сфокусированных мощных лазеров, которые характеризуются высокой концентрацией луча и способны разрезать любые материалы – от дерева до металла.
На поверхности металла при этом формируются окислы, увеличивающие поглощение энергии и вызывающие температуру до точки плавления. На месте контакта луч лазера создаёт высокую температуру, в результате чего металл плавится, а за границей области контакта только нагревается. Одновременно подается активный газ, чаще всего кислород, что выдувает продукты горения и вызывает увеличение скорости резки. На видео лазерной резки видно, что, выдувая окислы и жидкий металл, кислород нагревает следующие слои.

Этот процесс происходит, пока металл не прорежется на всю глубину. Струя кислорода способна активно охлаждать металл возле линии разрезов. Небольшая область термического воздействия обеспечивает возможности создания параллельных кромок на малых расстояниях — примерно до 0,2 миллиметра. Зачастую, чтобы достичь необходимой точности операции резки, рабочий процесс управляется компьютером, за счет которого получится спрограмировать любое изделие.
В основном для лазерной резки листового металла используют аппараты на основе газовых и твердотельных лазеров. Лазерный срез металла выходит идеально ровным, без деформаций, которые присутствуют при механическом разрезе. К тому же технология лазерной резки позволяет добиться существенной точности работы, минимальных отходов и быстрого выполнения.
Преимущества лазерной резки
Благодаря своим достоинствам методика лазерной резки металла — самая востребованная на рынке. Именно эта процедура облегчила в значительной мере работу с твердосплавными материалами, которые очень сложны в обработке и часто приводят к ухудшению качества после обработки. Для лазерной резки больше всего подходят цветные металлы, сталь и сплавы алюминия.
Установка лазерной резки упрощает обработку утолщенных листов, материалов из толстых сплавов и деталей сложных форм деталей, а также вырезать отверстия в сверхтвердых материалах малого диаметра. Геометрия изделий ограничена исключительно фантазией конструкцией. С другой стороной из-за специфики бесконтактной технологии лазерной резки металла можно резать хрупкие и тонкие материалы.
Для автоматизации функционирования системы необходимо только подготовить для компьютера файл. Так как при этом не происходит механических воздействий на материал, металлические изделия не нуждаются в дальнейшей механической обработке.

Ещё одно достоинство лазерной резки металла — благодаря программной раскройке листового металла есть возможность уменьшения расходов на выпуск малой партии продукции, потому что отсутствует потребность изготовления литейных форм. Простое управление рабочим инструментам позволяет вырезать контуры в объемных и плоских деталях. Если сравнивать лазерную резку металла своими руками с плазменной, то на сегодня отдается предпочтение первому варианту, потому что лазерная резка металла обходится намного дешевле.
Использование лазерной резки
Процедура лазерной резки металла может применяться не только непосредственно для резки, но и для проведения гравировки разнообразных изделий. Лазерная резка также предназначена для мелкосерийного производства. Для этого принято использовать оборудование, которое характеризуется невысокой мощностью лазера и небольшими размерами.
Если стоит задача выпустить серию деталей, стоит работать с более мощной установкой — лазерной системой, которая в себя включают лазер, координатный стол и компьютер со специальным программным обеспечением для поддержания векторной графики.
На подобном оборудовании можно осуществить с минимальными погрешностями (0,001 миллиметра) достаточно сложные технологические процессы, к примеру, лазерную резку объемных деталей и резку по сложному контуру.
С использованием подобной технологии раскраивают материалы в листах — конструкционную и нержавеющую сталь, алюминий, дерево и даже пластик. Работы проводятся за короткий промежуток времени с приемлемой ценой лазерной резки металла и безупречным качеством. Лазерная резка позволяет изготовить детали, которые имеют сложные контуры, производить такие изделия, как разнообразные логотипы, вывески, сувениры и элементы декора.
Станок для лазерной резки
Оборудование для лазерной резки – достаточно стандартно. Станок состоит из рабочего стола и режущей головки лазера, что перемещается в его плоскости. Процесс перемещения лазерной головки обеспечивается высокоточными приводами по перпендикулярным направляющим для получения четкого контура детали.

Принцип работы станка
Аппарат лазерной резки металла оснащен режущей оптикой для проведения безоксидной резки металла. Оптическая система фокусировки способствует поддержанию заданного положения фокуса, что помогает в результате получить контур обработки более точным и четким. Управляют движением режущей головки посредством специальной компьютерной программы раскроя.
С помощью программы задают последовательность совершения текущих и последующих операций. Эта программа регулирует силу излучения зависимо от глубины резки и поэтому позволяет изготавливать самые сложные декоративные элементы и детали для разной техники. Чтобы автоматически раскроить листовой металл, необходимо наличие файла рисунка, который перенесён в компьютер режущей установки.
Для работы лазерного оборудования требуются незначительные затраты электрической энергии, а высокая скорость резания и отсутствие расходных компонентов создают условия для эффективного рабочего процесса. Производительность станка можно повысить за счет увеличения мощности излучения, которая регулируется в процессе работы. Стоимость лазерной резки металла с помощью специального станка зависит от толщины листа и длины линии реза.
Используются технологические принципы, которые базируются на устройстве газовых и волоконных лазеров, что способны работать в постоянном и импульсном режиме. Работа на станке осуществляется при помощи прожигания насквозь листового материала лучом лазера.
Из-за отсутствия прямого контакта изделия и режущей головки оборудование безопасно обрабатывает хрупкие изделия, твёрдосплавный материал, легко раскраивает тонколистовую сталь на высокой скорости, выгодно при выпуске продукции выпускается небольшими партиями. При лазерной резке металла цветного или черного отсутствуют физические деформации и микротрещины на поверхности готовых изделий.
Цены на станок лазерной резки нового поколения сильно отличаются и зависят от марки производителя и установленного дополнительного оборудования. Для монтажа данного комплекса нет потребности специально устраивать подготовку под фундамент, разместить станок можно в любом удобном месте, что обеспечит технологический доступ к нему.
Предназначение лазерного оборудования
Станки для лазерной резки классифицируются по рабочим параметрам — интенсивности излучения, типу материала заготовки, давлению и составу струи режущего газа. Оборудование для лазерной резки металла подразделяется на такие виды резки: кислородное, кислородное с поддержкой лазером, испарительное, в инертном газе, термоскалывающее. Выпускаются специализированные станки для лазерной резки труб, которые выступают пригодными для любых профилей, причем обработку можно производить непосредственно по всей длине заготовки.
Лазерные станки прекрасно зарекомендовали себя при резке стальных листов толщиной 0,2-25 миллиметров, нержавейки, толщина которой составляет 0,2-30 миллиметров, алюминиевых сплавов толщиной 0,2-20 миллиметров, латуни, толщина которой 0,2-12 миллиметров, меди толщиной 0,2-15 миллиметров. Для обработки разных материалов используются различные типы технологий и лазеров, фото лазерной резки металла можно посмотреть в сети.
Станок нашел широчайшее применение для изготовления деталей из металла, декоративных элементов интерьера, при работе с пластичными и мягкими металлами. Стоимость станка лазерной резки при правильной эксплуатации оправдывает себя и быстро окупается. Продукция, которая изготовлена при помощи оснащенных лазером станков, отличается экономической целесообразностью и высокой рентабельностью.
Таким образом, лазерная резка является передовой технологией в мире работы с металлом, которая с каждым днем набирает обороты. Данная методика позволяет существенно облегчить рабочий процесс. К тому же обработанный металл имеет качественный срез, на нем отсутствуют микротрещины и деформации.
Особенности технологического процесса
- первая стадия — воздействие лазера на металл в точке начала реза вызывает нагревание вещества до температуры плавления и появлению усадочной раковины;
- вторая стадия — энергия излучения приводит к кипению и испарению металла;
- третья стадия — при проплавлении заготовки на полную глубину начинается поступательное движение рабочего органа в соответствии с заданной траекторией.
В действительности, процесс испарения металла наблюдается только у тонких заготовок, при средней и большой толщине реза удаление остатков вещества из рабочей зоны производится с помощью струи вспомогательного газа (азот, кислород, воздушная смесь или инертные газы).
Такие установки, работа которой представлена на видео, называют газолазерными резаками.

Сравнительные характеристики лазерной и плазменной резки приведены
Преимущества и недостатки лазерной резки
К достоинствам лазерной резки металлов принято относить:
- Экономичность: обусловлена оперативностью процесса, высокой производительностью установок, безотходностью, отсутствием необходимости дополнительной обработки деталей.
- Возможность кроя металлических заготовок в широком диапазоне толщин. Например, лазером можно резать нержавейку толщиной до 50 мм, алюминиевые листы толщиной от 0,2 до 20 мм.
- Удобство выпуска ограниченных партий продукции без необходимости подготовки форм, выполнения литья и штамповки.
- Отсутствие механического контакта лазера с обрабатываемой поверхностью: обеспечивает возможность резки тонких и хрупких заготовок без риска их повреждения.
- Высокий уровень промышленной безопасности.

В станках для резки металлических заготовок лазером предусмотрено программное обеспечение, что значительно повышает результативность работы, исключает ошибки. В систему загружаются чертежи требуемого формата, далее программа сама обрабатывает полученные данные и выполняет настройку режимов резки. Это исключает влияние человеческого фактора, гарантирует высокую скорость и точность обработки.
К недостаткам технологии резки с применением лазера принято относить существенные расходы. Метод штамповки деталей, например, более экономичен, чем лазерная резка. Но если в общую стоимость деталей, полученных штампованием, включить сумму затрат на технологическую оснастку, то их цена фактически будет такой же, как если бы их изготавливали с помощью лазерного станка. Кроме того, к недочетам лазерной резки относят ограничения по толщине материалов.
Применение бесконтактной газолазерной резки металлов в промышленном производстве становится все более востребованным. Однако высокотехнологичный метод пока не может полностью заменить устоявшиеся способы обработки металлов резанием. Несмотря на то, что есть реальная перспектива снижения суммы затрат на реализацию лазерной резки, стоимость ее остается достаточно высокой. Таким образом резка материалов лазерным лучом является экономически оправданной при условии рационального ее внедрения, когда традиционные технологии требуют слишком больших трудозатрат и времени или применить их представляется невозможным.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Виды лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды. Она является источником лазерного излучения.
- Источника энергии (системы накачки). Он создает условия, при которых начинается электромагнитное излучение.
- Оптического резонатора. Система зеркал, усиливающих лазерное излучение.
По типу рабочей среды лазеры для резки делят на три вида:
- Твердотельные. Их основным узлом является осветительная камера. В ней находятся источник энергии и твердое рабочее тело. Источником энергии служит мощная газоразрядная лампа-вспышка. В качестве рабочего тела используют стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. По торцам стержня устанавливают два зеркала: отражающее и полупрозрачное. Лазерный луч, излучаемый рабочим телом, многократно отражается внутри него, усиливается в ходе отражений и выходит через полупрозрачное зеркало.
К твердотельному виду относятся и волоконные лазеры. В них излучение усиливается в стекловолокне, а источником энергии служит полупроводниковый лазер.
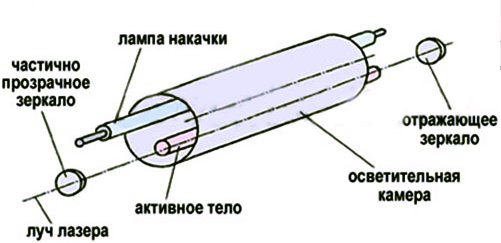
Так устроен твердотельный лазер
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом. Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно. Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения. Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.
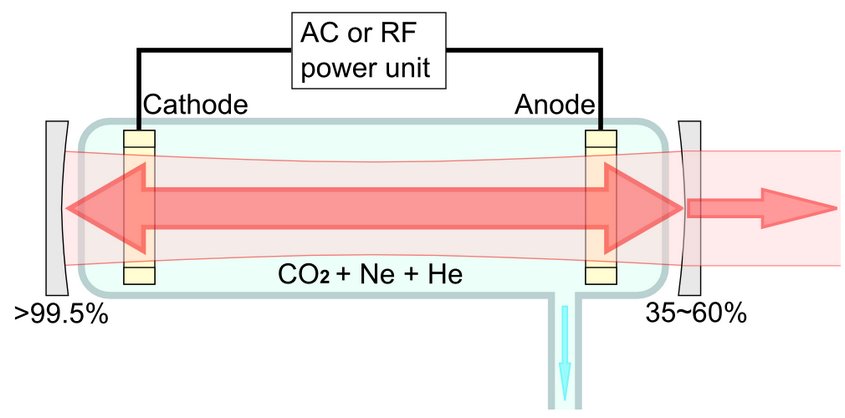
Так устроен газовый лазер с продольной прокачкой
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.
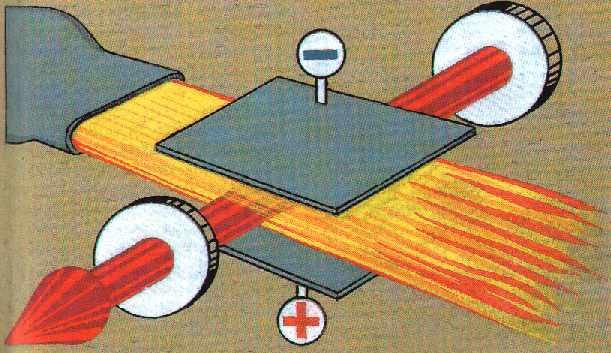
Схема работы газодинамического лазера
Техническое объяснение процесса лазерной резки
Лазерная резка — это процесс термического разделения. Лазерный луч попадает на поверхность материала и нагревает ее настолько сильно, что она плавится и полностью испаряется. Собственно, сам процесс резки начинается тогда, когда лазерный луч полностью выжигает материал в одной точке. Лазерная система следует выбранной геометрии и разделяет материал в процессе резки.
Подробнее о технических процессах лазерной резки можно увидеть в нашем видео.


Преимущества и недостатки технологии
 Нарезка железных изделий имеет множество значимых преимуществ по сравнению с иными способами резки. Из многочисленных достоинств настоящей технологии стоит в обязательном порядке отметить следующие:
Нарезка железных изделий имеет множество значимых преимуществ по сравнению с иными способами резки. Из многочисленных достоинств настоящей технологии стоит в обязательном порядке отметить следующие:
- Интервал толщины изделий, которые можно успешно подвергать гравировке, довольно широкий: сталь — от 0,2 до 22 мм, медь и латунь — от 0,3 до 16 мм, сплавы на базе алюминия — от 0,3 до 22 мм, нержавеющая сталь — до 55 мм.
- При применении лазерных аппаратов исключается надобность механического контакта с обрабатываемой составной частью. Это позволяет производить, таким образом, резки просто деформирующиеся и хрупкие детали, не волнуясь за то, что они будут испорчены.
- Получить с помощью нарезки продукт требуемой конфигурации просто для этого довольно загрузить в блок регулирования лазерного агрегата чертеж, сделанный в специальной программе. Все остальное с наименьшей степенью погрешности (достоверность до 0,2 мм) осуществит оборудование, оснащенное компьютерной системой управления.
- Агрегаты для выполнения нарезки могут с большой скоростью обрабатывать нетолстые листы из стали, а также фабрикаты из твердых сплавов.
Лазерная обработка способна полностью заменить дорогостоящие научно-технические операции литья и штамповки, что уместно в тех случаях, когда нужно изготовить маленькие партии продукции. Можно существенно снизить первоначальную стоимость продукции, что достигается за счет более высокой скорости и выработки процесса обработки, снижения объема остатков, отсутствия потребности в последующей механической обработке.
Наряду с высокой мощностью, приборы для лазерной обработки имеют необыкновенную универсальность, что дает возможность вычислять с их помощью задачи любого уровня сложности. В то же время для лазерной обработки характерны и определенные недостатки.
Из-за высокой силы и значительного энергопотребления оснащения для лазерной резки, первоначальная стоимость изделий, изготовленных с его использованием, выше, чем при их производстве способом штамповки. Однако это можно причислить только к тем ситуациям, когда в себестоимость штампованного элемента не включена цена производства технологической оснастки.
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Как выбрать оптоволоконный лазерный станок для резки металла
Лазерные станки для резки металла на сегодняшний день не являются роскошью, и широко используются в различных отраслях промышленности. Сейчас, когда вы хотите купить оптоволоконный лазерный станок, будут десятки поставщиков и производителей, с различными уровнями цен и качества изготовления. Каждый производитель старается сделать свою продукцию лучше и выбрать надежного поставщика сегодня довольно трудно. Oree Laser, профессиональный производитель, занимающийся исследованиями и разработкой в области лазерной промышленности на протяжении многих лет, и делится с вами основными моментами которые нужно знать при выборе оптоволоконного лазерного станка.
Перед покупкой станка лазерной резки многие потребители могут задаваться различными вопросами. Какой источник выбрать? В чем разница между ними? Как выбрать оптоволоконный лазер, который соответствует вашим потребностям? Какие гарантии я получу?
Во-первых, вы должны знать, почему вы хотите выбрать оптоволоконный лазер.
Лазерная технология быстро развивалась в последние годы и стала основной технологией резания. В промышленном производстве лазерная резка составляет более 70% лазерной обработки и является наиболее важной технологией применения в лазерной обрабатывающей промышленности. С увеличением требований к точности обработки и ростом цен на сырье во всем мире внимание уделяется снижению энергозатрат, и высокоэффективным и высокоточным лазерным устройствам. Согласно различным лазерным генераторам, текущий рынок можно условно разделить на три типа: Лазерные станки для лазерной резки CO2, машина для лазерной резки YAG (сплошной), машина для оптоволоконной лазерной резки.

Преимущества машины оптоволоконной лазерной резки по сравнению с СО2

Преимущества волоконной лазерной резки по сравнению с твердотельной режущей машиной YAG:
Во-вторых, это понимание технологии оптоволоконной лазерной резки, чтобы выбрать подходящую машину.
Определение и принцип работы
Волоконно-лазерная резка — это лазерный генератор волокон в качестве источника света. Волоконный лазер — это новый тип волоконного лазера, который недавно был разработан в мире. Он выводит лазерный луч с высокой энергией плотности и накапливается на поверхности заготовки, так что площадь заготовки, которая освещена ультратонким пятном фокусировки, мгновенно расплавляется и испаряется, а пятно перемещается с помощью системы ЧПУ. По сравнению с твердотельными газовыми лазерами и твердотельными лазерами он имеет очевидные преимущества и постепенно становится важным кандидатом на высокоточную лазерную обработку, лазерные радиолокационные системы, космические технологии, лазерную медицину и другие области. По сравнению с обычной лазерной резкой углекислого газа, это экономит расход пространства и газа, имеет высокий коэффициент фотоэлектрического преобразования, является новым продуктом энергосбережения и защиты окружающей среды, а также является одной из ведущих в мире технологических продуктов.
Отраслевое применение
Используется в обработке листового металла, авиации, аэрокосмической промышленности, электронике, электроприборах, частях метро, автомобилях, с/х оборудовании, текстильном оборудовании, машиностроении, прецизионных деталях, кораблях, металлургическом оборудовании, лифтах, бытовой технике, ремесленных дарах, обработке инструментов, реклама, металлообработка, и другие производственные и перерабатывающие отрасли.

Обрабатывающий материал
Нержавеющая сталь, углеродистая сталь, легированная сталь, кремниевая сталь, пружинная сталь, алюминий, алюминиевый сплав, оцинкованный лист, оцинкованный лист, медь, серебро, золото, титан и др. Обработка листового металла и труб.

Преимущества резки

7. Не зависит от формы заготовки: лазерная обработка является гибкой, может обрабатывать любую графику, разрезать трубы и другие профили.
8. Лазерные станки могут разрезать различные материалы: металлы, пластик, дерево, поливинилхлорид, текстиль, плексиглас и т. Д.
9. Отсутствие затрат на пресс-формы: лазерная обработка не требует пресс-форм, нет необходимости в ремонте пресс-форм, экономия времени замены пресс-формы, что позволяет экономить затраты на обработку и снижать издержки производства, особенно для обработки больших форматов.
10. Сохранение материала: компьютерное программирование может вырезать изделия разных форм, чтобы максимально использовать материал.
11. Повысьте скорость выполнения заказа: после формирования чертежей изделия лазерная обработка может быть выполнена немедленно, и новый продукт можно получить в кратчайшие сроки.
12. Безопасность и защита окружающей среды: меньше отходов обработки лазером, низкий уровень шума, безопасный и экологически чистый.
Теперь, вы можете смело выбирать станок, который соответствует вашим потребностям. Для вас мы подготовили 6 основных вопросов.
I. Ассортимент материалов
Прежде всего, мы должны рассмотреть возможности нашего бизнеса, толщину подлежащего разрезанию материала, типы материалов, которые необходимо разрезать, и т. д., а затем определить мощность оборудования и размер рабочего поля и технические данные станка, который будет приобретен. Текущая мощность лазерных источников на рынке составляет в среднем от 500W до 6000W. Компания ОРЕЛАЗЕР комплектует свои станки источниками мощностью до 12 000W.
II. Первоначальный выбор производителя
После определения с типом материалов и основными рабочими параметрами, вам необходимо отобрать несколько производителей оптоволоконных лазеров, которые подходят под ваши требования, и отвечают вашим потребностям. После чего мы можем продемонстрировать оборудование в работе и сделать сравнительный анализ технических преимуществ, ценовой политики и гарантийного и постгарантийного сопровождения.
III. Мощность лазера
При выборе производительности лазерной резки мы должны полностью учитывать окружающую среду. Это очень важно для мощности лазера. Например, мы часто разрезаем металлические листы ниже 6 мм, затем мы выбираем лазерную машину для резки 500 Вт-700 Вт для удовлетворения спроса на продукцию, если вы разрезаете более 6 мм материала, нам нужно рассмотреть машину с большей мощностью, что очень эффективно для снижения затрат предприятия.
Основные компоненты оптоволоконных лазерных станков
На некоторые важные части станков для лазерной резки металла, мы также должны обратить внимание при покупке. В частности, лазерные источники, лазерные режущие головки, серводвигатели, направляющие, чилеры и т.д.. Эти компоненты непосредственно влияют на скорость резания и точность лазерной резки. Многие производители используют аналоги, не оригинальные компоненты и комплектующие для снижения стоимости и введение в заблуждение заказчика.

V. Качество оборудования и стабильность использования также являются важными показателями
Цикл производства оборудования на заводах становится все более и более коротким. Многие компании не уделяют должного внимания на тестирование станков перед отправкой клиенту, не имеют никакого контроля качества оборудования. Поэтому выбирая производителя необходимо обращать внимание на наличие службы предпродажной подготовки и тестирования.
В качестве основы – необходимо выделять лазерные станки с литой и сварной технологией изготовления станины. А так же выделить компании которые способны обеспечить вас гарантийным и послепродажным обслуживанием.
Невозможно приобрести недорогие и качественные продукты без послепродажного обслуживания только по цене, потому что вы не можете себе представить, какие последствия могут последовать в ходе эксплуатации оборудования.

VI. Послепродажное обслуживание
Каждое предприятие имеет должно обращать внимание на гарантийное и послепродажное обслуживание, наличие технической и сервисной поддержки, а также наличие склада основных запасных частей и расходных материалов, для оперативного обслуживания своих заказчиков.
Не зависимо от того насколько эффективна технология оптоволоконной лазерной резки, пользователи будут сталкиваться с различными проблемами в процессе использования. В случае возникновения проблем, которые клиенты не могут решить самостоятельно, немаловажную роль играет наличие официального представительства завода на территории России. Одним словом, это важный фактор, который следует учитывать при покупке лазерной резки. Компания ЛИДЕРМАШ является авторизированным представителем компании ОРЕЕ ЛАЗЕР на территории РФ, и обеспечивает как поставки оборудования, так и гарантийное и послепродажное обслуживание станков OREE на территории Российской Федерации. Кроме того, сервисные инженеры завода OREE LASER имеют открытые постоянно действующие визы РФ, и готовы в любой момент оперативно вылететь на предприятие заказчика. В компании OREE LASER более 9 технических сотрудников владеют русским языком, и способны консультировать заказчиков дистанционно для оперативного решения вопросов.

