


Как согнуть металлическую полосу под прямым углом?
Рассматривается вариант с нарезкой листового металла и последующей сваркой полос, что позволяет получить конструкции под нужным углом, однако такой метод не распространен, поскольку в местах соединений металл нередко подвергается коррозии.
Поэтому наилучший способ – это деформация холодным методом, которую можно без особых усилий выполнить в домашних условиях.
Однако следует обратить внимание, что легко гнется металл, изготовленный из низколегированной стали. Если же в качестве сырья применялась углеродистая сталь, то процесс изгибания более трудоемкий.
Применение уголков
В строительстве стальной уголок применяется как армирующий материал в монолитных элементах высотных зданий (вместе с другим сортовым прокатом – швеллером, двутавровой балкой, арматурой), в ответственных и большепролетных несущих элементах конструкции.
Из уголка делают дверные и оконные проемы, арки и другие архитектурные компоненты возводимых объектов. Кроме того, уголок «участвует» в декоре помещений, а также в производственном процессе в вагоностроении, прочем машиностроении, при изготовлении мебели.
Композитная арматура
С композитными прутками ситуация более сложная, согнуть самостоятельно их не удастся. Стержень из стеклопластика пружинит, после снятия нагрузки немедленно распрямляется.

Возможные способы выхода из положения:
- Поставка под заказ. Гнутые элементы заказываются у производителя.
- Гибридный каркас. Монтаж ведется путем комбинирования металлической и композитной арматуры.
- Гибридная арматура. К концу композитного стержня крепится металлический наконечник. Операция выполняется в заводских условиях под заказ. На строящемся объекте наконечник сгибается по тем же правилам, что и пруток из металла.
Попутно заметим, что у композитной арматуры при всех ее преимуществах есть ряд недостатков по сравнению с металлической. Один из них связан как раз с высокой упругостью, что ограничивает применение материала.
Гипермаркет «Газметаллпроект» готов вам помочь компетентным советом при возникших затруднениях. Доставляем металлопрокат и стройматериалы в Туле и Тульской области все дни недели, включая выходные. Возможна отправка в другие регионы. Режем металл по требуемым размерам. Ждем ваших заявок.
Как ровно согнуть лист металла? Этапы:
Совет: при сгибании деталей учитывается его толщина, пластичность и определяется радиус кривизны.
Технология гибки метала
Сгибание листового металла подразумевает осуществление определенных действий, которые приводят к тому, что материал приобретает нужную форму. Процесс сгибания металла выполняется без помощи сварочных или других соединений, уменьшающих долговечность и прочность материала.
При сгибе наружные слои изделия растягиваются, а внутренние сжимаются. Технология заключается в том, чтобы одну часть перегнуть по отношению к другой на требуемый угол.
Вовремя гибки металлический лист подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания. Сам процесс выполняют на оборудовании, за счет чего не образуются повреждения. Если согнуть деталь неправильно, то на его поверхности могут произойти разные дефекты, вследствие чего на линии изгиба металл получает разные повреждения, что может привести к ее поломке.

Напряжение изгиба должно быть больше, чем предел его жесткости. В результате гибки может происходить пластическая деформация. При этом после операции сгиба готовая конструкция будет хранить ту форму, которая была ей задана.
Преимущества процесса ровной гибки листа металла:
- Высокая производительность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую устойчивость к коррозии.
- На месте сгиба не образуется ржавчина.
- Конструкция является цельной.
- Высокая прочность.
- Специальное оборудование стоит довольно дорого.
- Ручная гибка достаточно трудоемкая.
В отличие от конструкций, выполненных путем сгиба металла, на сварных конструкциях присутствует сварной шов, который подвергается ржавчине и коррозии.

Сгиб изделий выполняется вручную или с использованием специальных устройств. Ручной изгиб – сложная и трудоемкая процедура, которая выполняется при помощи плоскогубцев и молотка. Если нужно ровно согнуть лист металла небольшой толщины, применяют киянку.
Сгибание листового металла осуществляют при помощи вальцов, роликовых станков или пресса. Чтобы материалу придать форму цилиндра, применяют гидравлические, ручные или электропроводные вальцы. Подобным методом производят трубы.

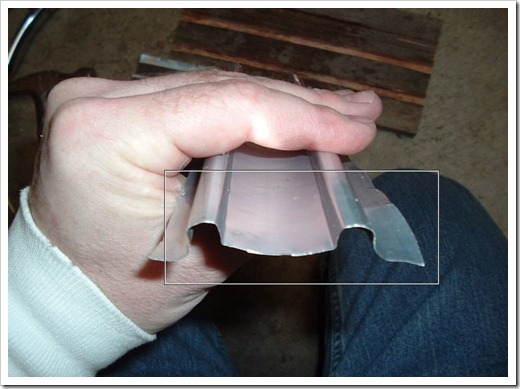
Гибка листового металла используется в целях домашнего строительства для производства водостоков, металлических каркасов, профилей, труб и прочих конструкций. При сгибании материала своими руками можно выполнить трубы разного диаметра. С помощью станков загибаются изделия с цинковым покрытием. Для этого следует изготовить станок, желательно по шаблону.
При загибе какого-либо изделия следует определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от общей толщины листа.
Собственноручно можно сгибать следующие металлы:
Радиус изгиба будет зависеть от качества металла и варианта гибки.
Как ровно согнуть лист металла своими руками?
Для изготовления скобы методом гибки применяют следующие инструменты и материалы:
- тиски;
- металлический лист;
- оправа;
- молоток;
- электропила по металлу;
- брусок.
Заранее по схеме вычисляется длина полосы заготовки и выполняется расчет сгибания металлического листа. В расчете на каждый загиб делается запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заранее составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтобы согнуть материал используют тиски с угольниками.
Сначала на уровне изгиба нужно зажать в тисках заготовку. Затем при помощи молотка осуществляется первый загиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после чего выполняется второй загиб.

Как ровно согнуть лист металла: изготовление станка своими руками
Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:
- уголок 80 мм;
- болты;
- металлическая балка двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- рукоятки;
- стол.
Все работы начинаются с подготовки основы самодельного станка из профиля – двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Чтобы выполнить гибку, к уголку привариваются две рукоятки по 800 мм, при помощи которых можно будет поворачивать станок. Листогиб прижимается к столу при помощи двух струбцин. Прижимной уголок откручивается. Затем укладывается заготовка, а уголок перемещается на место.

При необходимости его можно будет приподнять, не снимая при этом. После этого материал продевают между двутавром и уголком. Металлический лист аккуратно выравнивается. Затягиваются болты и при помощи поворота заготовка сгибается на требуемый угол.
Самодельный станок – устройство не универсальное, так как его используют для сгибания листов маленькой толщины. Если есть необходимость в загибе материала с большой толщиной, следует применять станки, выполненные на производстве.
Изгибаем трубу
Трубы в холодном состоянии изогнуть намного сложнее, т. к. она при изгибании имеет внутреннюю сторону, которая сжимается, и внешнюю, которая значительно расширяется, растягиваясь, холодная труба может деформироваться и попросту лопнуть.
Чтобы этого не произошло, следует наполнить трубу сухим песком, что распределит давление, сделает изгиб более естественным, не допустив излома. Для этого засыпают сухой однородный песок в трубу, предварительно закрыв выход деревянной или пластиковой заглушкой (можно приобрести на металлобазах под ваш диаметр трубы). Засыпая песок, трубу нужно постукивать для уплотнения содержимого, а затем закрыть вход.
После этого трубу изгибают, плотно зажав один из концов в тисках и применяя физическую силу. Желательно, конечно, для этого использовать трубогиб (специальный станок для сгибания труб), так как в случае с тисками особые требования предъявляются к их опоре (точка опоры должна выдерживать значительные нагрузки на сдвиг и отрыв от земли).
Лучше всего подлежат гибке медные и алюминиевые (наиболее пластичные) трубы. Их чаще всего используют в сантехнике — здесь без специализированного инструмента не обойтись (чаще всего трубогибы сантехнические работают с радиусным искривлением труб). Сложнее ситуация обстоит со стальными или оцинкованными трубами. Первые гнуть значительное труднее, оцинкованные же трубы гнуть вовсе не рекомендуется, так как на изгибах образуются мелкие трещины верхнего защитного слоя, и труба будет ржаветь, а при нагревании цинк может испарится и в месте сгиба все равно начнется коррозия, даже если трещин нет.
Для успешного сгибания стальных, чугунных труб, а также труб из различных сплавов, можно прогреть место будущего изгиба паяльной лампой. Однако, необходимо помнить, что, грея трубу без меры, можно значительно изменить структуру металла и повысить его хрупкость.
Гибка полосового металла
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
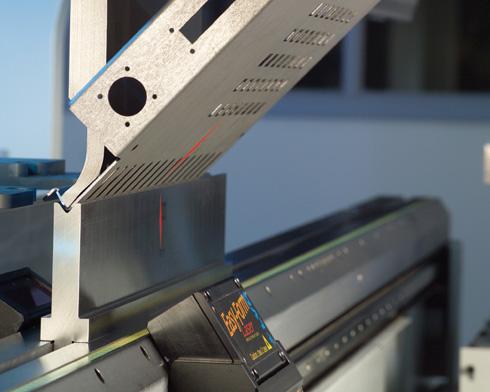
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
- Ручная гибка полосового металла
- Гибка под прямым углом
- Гибка под острым углом
- Изготовление скоб и хомутов
- Гибочное соединение
- Гибка на ребро
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
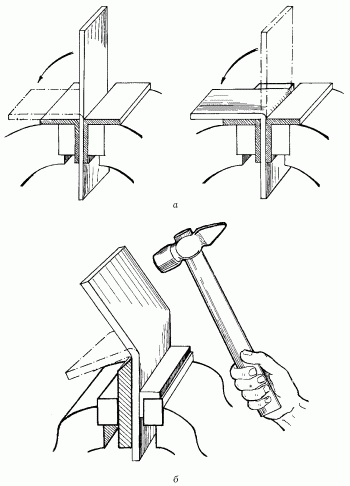
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
 Гибка в тисках.
Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм. Удары молотком следует наносить в направлении неподвижной губки тисков. Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
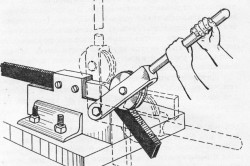
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
 Изготовление скоб и хомутов.
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
 Примеры гибочных соединений.
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
 Гибка стальной полосы «на ребро».
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
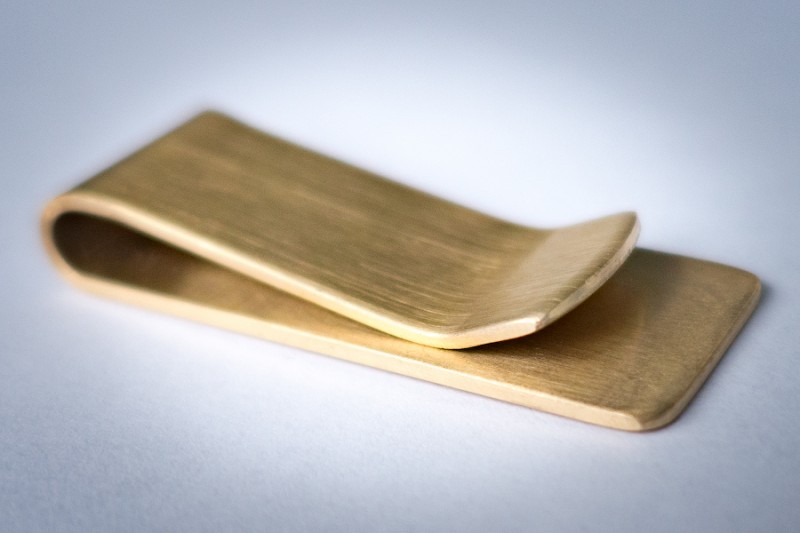
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.

После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.

Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Читайте также
Защита поверхности кованого металла
Защита поверхности кованого металла Художественные изделий из кованого металла создаются для украшения экстерьера. Чтобы сохранить их эстетический внешний вид длительное время, применяют различные виды защиты. Приступая к антикоррозийным работам, нужно знать область
Правка металла
Правка металла Правку применяют в тех случаях, когда нужно устранить искажение формы заготовки – волнистость, коробление, вмятины, искривления, выпучивания и т. д. Металл можно править как в холодном, так и в нагретом виде. Нагретый металл правится легче, что справедливо
Обработка металла
Обработка металла Обработка металла включает в себя достаточно большое число работ различного вида, но каждая из них начинается с подготовки поверхности, которую предстоит обрабатывать. Что значит обработать металлическую деталь? Прежде всего проверить ее размеры и
Рубка металла
Рубка металла Еще одна довольно распространенная слесарная операция – рубка металла (вырубка в заготовке отверстий, прорубка смазочных канавок или просто отсечение лишнего слоя металла от заготовки). Производится рубка на наковальне или на массивной металлической
Резка металла
Резка металла В тех случаях, когда операцию по отделению части металла от заготовки невозможно (или нецелесообразно) производить рубкой, прибегают к резанию.Выбор инструмента для этой операции зависит от вида обрабатываемого металла. Листовой металл толщиной до 0,5 мм
5.8. Век металла
5.8. Век металла Век металла — следующая за неолитом страница истории человеческой культуры. Переход к выплавке металла знаменует собой метасистемный переход в системе производства. Если раньше материал, из которого делается орудие, — дерево, камень, кость и т. п. —
Гибка органического стекла с помощью паяльника
Гибка органического стекла с помощью паяльника Таким способом выгибают небольшие детали из оргстекла. Для этого используют разогретое прямое жало электропаяльника. Сначала следует приложить жало к подготовленной полосе оргстекла в месте нужного изгиба. Затем материал
Как своими руками изготовить станок для гибки металла?
Материалы и инструменты:
- металлическая балка двутавр 80 мм;
- уголок 80 мм;
- болты;
- петли;
- сварочный аппарат;
- рукоятки;
- струбцины;
- стол.
Сначала выполняют основу самодельного станка из металлического профиля — двутавра 80 мм. Затем уголок 80 мм прикручивают сверху к двутавровой балке при помощи двух болтов. Уголок будет закреплять заготовку во время сгибания.
На двутавр под уголок приваривают 3 петли от стальных дверей. Вторые половинки петель приваривают к уголку 80 мм, который повернут к двутавру.
Этим уголком выполняет гибку материала при повороте уголка. Чтобы сделать гибку, к уголку приваривают две рукоятки по 800 мм. За рукоятки станок будут поворачивать.
Листогиб прижимают к столу при помощи двух больших струбцин. Откручивают прижимной уголок. Затем укладывают заготовку. Уголок перемещают на свое место.
Его можно просто приподнять, при этом не снимая. Затем заготовку продевают между уголком и двутавром. Аккуратно выравнивают металлический лист по краю уголка.
Потом прочно затягивают болты и при помощи поворота траверсы сгибают заготовку на необходимый угол.
Самодельный станок можно использовать для сгибания металлических листов небольшой толщины. Для сгиба листов, имеющих большую толщину, применяют станки, изготовленные на производстве. При соблюдении правильной технологии можно получить готовые изделия, имеющие высокое качество.

