


Бесшумная резка металла
Алмазная канатная резка железобетона, демонтаж бетона канатными системами
 Компания «Алмаз-Сервис», работающая в сфере строительных технологий с 2002-го года, выполняет работы в разных регионах страны – от Урала до Камчатки. Благодаря использованию самых современных технологий и штату высококвалифицированных специалистов наша компания способна решать масштабные задачи по демонтажу конструкций из бетона, железобетона и других твердых материалов методом алмазной резки канатом.
Компания «Алмаз-Сервис», работающая в сфере строительных технологий с 2002-го года, выполняет работы в разных регионах страны – от Урала до Камчатки. Благодаря использованию самых современных технологий и штату высококвалифицированных специалистов наша компания способна решать масштабные задачи по демонтажу конструкций из бетона, железобетона и других твердых материалов методом алмазной резки канатом.
При проведении строительных работ необходимость в демонтаже старых фундаментов и конструкций возникает довольно часто, и самым очевидным решением становится применение традиционных ударных технологий или алмазной резки дисками. Однако ударный метод имеет и ряд существенных недостатков, так как не дает возможности демонтировать фундаменты без повреждения основной конструкции. Особенно проблематично использование ударных технологий на ограниченной площади и в жилых домах, где требуется демонтировать перекрытия или железобетонные стены. Даже алмазная резка стен дисками во многих случаях уступает по результативности и эффективности алмазной канатной резке. Эта технология давно известна за рубежом, но в последние годы алмазная канатная резка стала широко использоваться и в нашей стране.
Это способ подойдет для малых объемов работ, при небольших размерах сечения металлической трубы, уголка, железной полоски, винтовой шпильки и т.п.
Теоретически вручную можно отпилить и железный штырь в пять-семь сантиметров диаметром или уголок пятьдесят на пятьдесят и толщиной в полсантиметра. Правда, это займет не один час времени, потребует многих сил и выдержки.
Если нет ножовки по металлу, то иногда поможет простой напильник, но скорее не для того, чтобы отрезать, а чтобы надрезать металл (например, нетолстый пруток для последующей гибки).
Основные правила работы
Перед началом работы необходимо тщательно закрепить заготовку на рабочем столе – это можно сделать при помощи тисков или струбцины. Надежное крепление особенно важно, если вы работаете с листовым материалом – в данном случае малейший сдвиг инструмента чреват поломкой хрупкого полотна. В общем, это первоочередное правило, которое вы встретите во всех инструкциях, где описывается как разрезать металл ровно.
 Качество пропила во многом зависит и от того, в каком положении вы работаете. Очень важно держать ножовку правильно – локтевой сустав должен быть согнут под углом в 90 градусов, одна рука должна быть на рукоятке, другая — обхватывать вертикальную часть рамки инструмента с противоположной стороны (как показано на рисунке). Корпус тела должен быть повернут на 45 градусов по отношению к оси тисков.
Качество пропила во многом зависит и от того, в каком положении вы работаете. Очень важно держать ножовку правильно – локтевой сустав должен быть согнут под углом в 90 градусов, одна рука должна быть на рукоятке, другая — обхватывать вертикальную часть рамки инструмента с противоположной стороны (как показано на рисунке). Корпус тела должен быть повернут на 45 градусов по отношению к оси тисков.
Пильное полотно должно быть хорошо натянуто, это обеспечит удобство в работе и снижение уровня вибрации. Здесь важно найти «золотую середину» — сильно перетянутое или, наоборот, ослабленное полотно может деформироваться в процессе работы.
.jpg) Желательно при резке металла использовать как минимум три четверти всех зубьев ножовки – рабочий ход должен быть на всю величину размаха руки. Если вы будете пилить, к примеру, только серединой, истирание зубьев будет происходить неравномерно.
Желательно при резке металла использовать как минимум три четверти всех зубьев ножовки – рабочий ход должен быть на всю величину размаха руки. Если вы будете пилить, к примеру, только серединой, истирание зубьев будет происходить неравномерно.
Движение осуществляется следующим образом: правая рука (которая лежит на ручке) создает поступательное движение, а левая обеспечивает основное вертикальное усилие и задает траекторию пиления.
Движения должны быть плавными, равномерными, без рывков и чрезмерных усилий.
При ходе «на себя» слегка надавливайте на ножовку, при ходе «от себя» — чуть приподнимайте.
Особенности резки металла
Как уже говорилось ранее, перед тем как разрезать металл, хорошо зафиксируйте заготовку, причем намеченная линия реза должна быть расположена максимально близко к губкам тисков или струбцины, иначе лист начнет вибрировать во время работы.
Если вы только установили новое полотно, целесообразнее использовать его сначала с более мягкими металлами, такими как латунь и бронза, а затем с более твердыми (сталь, чугун и т.п.).
Рекомендуется для каждого типа материалов использовать соответствующий тип полотен: для твердых металлов подойдут полотна с мелкими зубьями, для мягких – с более крупными и редкими.
Также важно обратить внимание на материал, из которого изготовлено полотно: универсальные модели ножовок выполнены преимущественно из высокопрочной быстрорежущей стали (они подходят для материалов толщиной до 2 мм); инструментальная сталь пригодна для резки только мягких материалов; для резки очень твердых металлов подойдут полотна из биметалла, покрытые слоем быстрорежущей стали.
Оптимальная скорость работы также зависит от типа обрабатываемого материала: для твердых сталей – 30-40 ходов в минуту, для сплавов средней твердости – 40-50 ходов в минуту, для мягких сталей – 50-60 ходов в минуту.
Если вы режете очень тонкие листы, желательно зажать их между двумя деревянными брусками и распиливать вместе с ними – это не позволит листам смяться.
Не рекомендуется резать металл непрерывно в течение длительного времени, так как в процессе работы возникает сильное трение и полотно нагревается. Желательно делать небольшие перерывы каждые 40-50 секунд.
Для более легкой резки полотно можно смазать мыльным раствором, это также предотвращает сильное нагревание инструмента.
Работа с древесным материалом
.jpg) Неспроста многие мастера задаются вопросом как распилить фанеру, ДСП и ДВП – несмотря на то, что эти материалы не обладают большой твердостью, работать с ними совсем непросто. Дело в том, что довольно часто при пилении образуются сколы, которые сильно портят внешний вид заготовки.
Неспроста многие мастера задаются вопросом как распилить фанеру, ДСП и ДВП – несмотря на то, что эти материалы не обладают большой твердостью, работать с ними совсем непросто. Дело в том, что довольно часто при пилении образуются сколы, которые сильно портят внешний вид заготовки.
Чтобы рез получался ровным и чистым, рекомендуется надрезать лист по намеченной линии пропила. Делается это следующим образом: сначала нужно делать надрез, лишь слегка нажимая на нож, затем надавливая чуть более сильно, и третий раз – с еще большим усилием. Надрез в три этапа необходим для того, чтобы не возникало срывов ножа и, как следствие, порчи материала. То же самое можно проделать перед тем, как распилить пластмассу.
При разметке деталей желательно делать припуск примерно в 6 см, это необходимо для того, чтобы в дальнейшем можно было тщательно обработать края заготовки.
Для получения идеально ровных кромок рекомендуется использовать специальную шпаклевку для дерева – смешайте ее с водой до получения нужной консистенции, нанесите на кромки при помощи шпателя и, после того как она высохнет, обработайте поверхность кромок наждачной бумагой с зернистостью 150.
Как работает алмазный диск
Рассмотрим, как при помощи специнструмента обрабатывается алюминий — алмазная резка, по сути, это процесс измельчения разрезаемого материала по линии реза. То есть, алмазный диск просто разрушает металл по линии прохода инструмента, превращая его в порошок. В процессе резки происходит разрушение некоторых алмазов и их отслаивание от основания. Причем чем тверже разрезаемый материал, тем быстрее будет проходить разрушение алмазов и, следовательно, износ диска.
Для обеспечения нормальной работы необходимо правильно подбирать диски для резки. Выбор режущего материала зависит от свойств материала, который предполагается разрезать – его твердости, пористости и пр.
Поэтому правильная идентификация материала, то есть знание его свойств, очень важна. Именно от свойств разрезаемой среды зависит насколько быстро пройдет работа и как долго сможет прослужить диск.
Не стоит думать, что для работы с мягким материалом можно брать дешевые диски, а с твердым – более дорогие. Дело в том, что цена, в основном, определяет ресурс диска, а не его назначение.
В продаже имеются, как диски, созданные для работы с определенным видом материала (например, с металлом или бетоном), так и универсальные модели. Последние рекомендуется приобретать, если постоянно приходится работать с разными материалами.
Оборудование для алмазной резки
В составе оборудования нашей компании профессиональные стенорезные и канатные машины HILTI и CЕDIMA.

Стенорезная машина HILTI.

Канатная машина HILTI.
Если на объекте нет доступа к сети с напряжением 380 вольт, то для резки применяем швонарезчики и ручные бензорезы.


Классификация
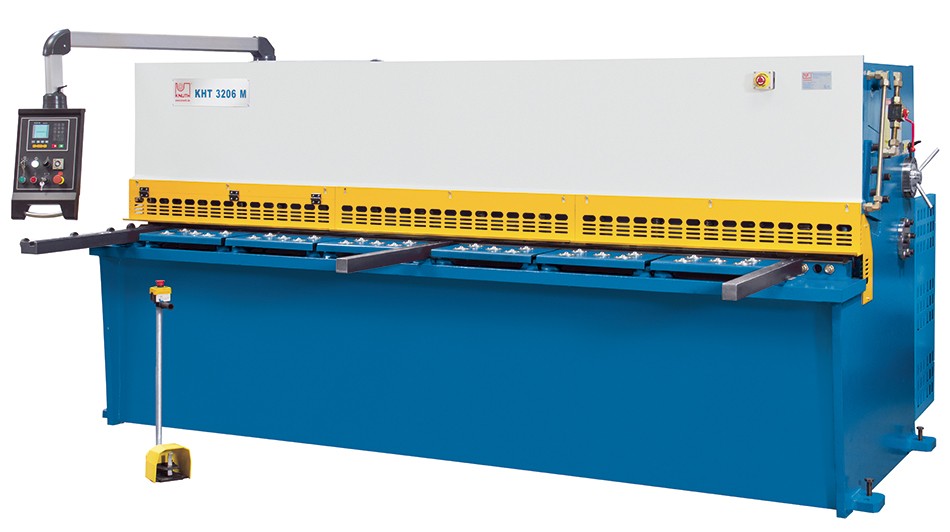
Крупные предприятия по металлообработке и небольшие цеха снабжены оборудованием для гильотин, которые отличается по следующим параметрам:
- типу привода;
- производительностью;
- уровню мощности;
- максимальными показателями толщины листа металла;
- представленным прокатом;
- числом проделываемых операций.
Изделия для резки функционируют по принципу воздействия на заготовку давлением и острой кромкой гильотинных ножниц. Два элемента устройства перемещаются по отношению друг к другу. Такой процесс включает в себя две операции сразу – резку и ломание. Качественное оборудование выполняет работу в соотношении 90:10. Стоит заметить, что рез в результате ровный, не нуждающийся в дополнительной обработке.
Важно! Не забывайте про ТБ – при работе с инструментом обязательно надевайте рукавицы из очень плотной ткани или с нашивками из кожи.
Теперь рассмотрим подробнее виды гильотинных ножниц в зависимости от привода.
Гидравлические
Станочное оборудование для резки/рубки металлических листов со специальным гидравлическим приводом является высокопроизводительной и мощной разновидностью промышленных гильотин. Они используются как при серийном, так и штучном выпуске металлоизделий с прямыми краями из материала, толщина которого от 2 до 20 мм, а длина реза от 1 до 3 метров.
Для крупных компаний, специализирующихся на машиностроении, изготавливается гидравлическое оборудование, технические показатели которого выше: толщина листа – от 20 мм, а длина реза – до 6 метров. Они характеризуются значительным весом и габаритами, поэтому выпускается поштучно. Часто применяют современные автоматизированные установки С ЧПУ, снабженные гидравлическими гильотинными ножницами. Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.
Из нюансов отмечают абсолютную бесшумность при работе, чего нельзя сказать про другие типы устройств. В гидравлической установке ножи совершают плавные нерезкие движения, полностью отсутствуют ударные воздействия. Такие станки оснащены различными фотодатчиками и защитными экранами, поэтому рабочий процесс безопасен.
Электромеханические
По степени производительности этот тип гильотин схож с предыдущим, но отличается высоким уровнем шума при воздействии ножа на металлический лист. Электромеханическая установка используется в крупных или средних цехах, где необходима высокоточная резка заготовок, имеющих значительный размер и толщину. Такое оборудование актуально и для серийного изготовления, только в качестве инструмента выбираются ножницы с меньшей мощностью. Электромеханические гильотины занимают немного рабочего пространства, но позволяют работать с разным материалом: сталь, медь, пластик, алюминий и т. п.

Некоторые устройства способны функционировать автоматизированы – они оснащены ЧПУ, что способствует ускорению процесса. Они отличаются простотой, невысокой стоимостью и широкой областью применения. Использовать подобное оборудование можно даже в условиях домашней мастерской или маленького цеха.
Пневматические
Для работы на этой гильотине необходим компрессор, как аналог используют центральную магистраль, в которой присутствует сжатый воздух. Это оборудование актуально для больших заводов по металлообработке, занимающихся преимущественно крупносерийным производством.

Пневматические гильотины относятся к стационарному типу. К основной конструкции добавляют просторные рабочие столы, конвейеры выдвижного вида и автоматизированную систему контроля. Нередко станки оборудуются специальной системой ЧПУ, с помощью которой металлоизделия обрабатываются быстрее, а точность конечного результата максимальна.
Ручная гильотина
Такие устройства снабжаются редуктором, который позволяет проводить обработку металлических листов с толщиной 1 мм и выше. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Мобильную установку для рубки листового металла возможно монтировать на разную поверхность, где станок будет устойчив. Их используют на стройплощадках для нарезки профлиста (профнастила) или кровельной стали.

Почему именно гидроабразивная резка?
Технология гидроабразивной резки имеет существенные преимущества перед традиционными способами:
- Режет любой материал;
- Позволяет работать со сложными деталями;
- Не требует вентиляции;
- Позволяет достигнуть гладкой поверхности;
- Позволяет избежать деффектов, вызванных тепловыми воздействиями.

Установки гидроабразивной резки известны как массивное и дорогостоящее оборудование, нуждающееся в крупной инфраструктуре и сложной технической поддержке. По этим причинам их не может позволить себе малый бизнес. Группой изобретателей было принято решение создать установку, доступную к испольованию при ограниченном бюджете и минимальном пространстве.

Волоконный станок лазерной резки с ЧПУ
В волоконных станках луч лазера формируется в оптоволоконной среде: светодиоды накачки воздействуют на оптический кабель с сердцевиной из кварца, легированного ионами иттербия. При этом интенсивность луча практически не снижается на всем пути по оптоволокну. Волоконные лазерные станки отлично обрабатывают металл и камень, демонстрируя:
- высокую точность позиционирования
- мощность более 1000 Вт
- фокусировку до нескольких микрон в диаметре с максимальной интенсивностью в точке реза
- рабочий ресурс более 100 тысяч часов
- рабочий ресурс более 100 тысяч часов
- бесшумную работу
- чистота реза и практически полное отсутствие производственных отходов
Оборудование

Установка плазменной резки EPL
Высокое качество реза на широком диапазоне толщин. Привод — зубчатая рейка-шестерня, жесткий сварной стол, точные направляющие, серводвигатели, системы измерения положения, конструктивные решения по удалению вибрации — все это позволяет достичь высокой точности и повторяемости.
- Описание
- Характеристики
- Комплектация
Стандартные
Контроллер INFINITY
Экран с полностью цветной графикой и большими кнопками . Позволяет легко и просто управлять любой установкой для резки металла по средствам панели сенсорного экрана , клавиатуры и мышки . В систему управления встроены интеллектуальные решения по плазменной и кислородной резки , обеспечивается максимальная гибкость управления и контроль потерь при резки .
Внешний вид контроллера:

— Автоматическое сравнение с эталоном;
— Обозначение исходной точки;
— Встроенный стандарт размещения;
— Выравнивание толстых листов;
— Операционная система Microsoft Windows XP;
— Программные средства экрана PLC 512кб;
— Считывание файлов ok *.dxf и *.dwg и преобразование с помощью языка Linatrol Cut Software
Linatrol CUT — это система программирования геометрии получаемых деталей, система обрабатывает и демонстрирует. Данная система разработана специально для станков с ЧПУ. Стандартное программное обеспечение позволяет переносить файлы в систему и легко и просто создавать программы резки непосредственно на контроллере.
Macro Shape — универсальная библиотека позволяет разрабатывать программы фасонной резки путем ввода основных параметров листа.
TURBO NEST – данное программное обеспечение помогает оптимизировать раскрой.
ПЛАЗМЕННЫЙ ИСТОЧНИК HYPERTHERM

Технология HyDefinition технология вентилируемого сопла выравнивает и фокусирует плазменную дугу. Данная технология обеспечивает мощную и точную резку, которая позволяет улучшить качество и стабильность.
Технология LongLife — запатентованная технология Hypertherm LongLife плавно попеременно очень точно включает и выключает ток и поток газа, за счет снижение эрозии электрода и сопла позволяет обеспечить более стабильное качество резки на протяжении более длительного срока, в то же время значительно уменьшая эксплуатационные затраты.
Максимальная производительность в системах HyPerformance Plasma сочетает высокие скорости резки, короткие производственные циклы, быструю смену режимов и высокое время работоспособности, которые в совокупности позволяют добиться максимальной
Направляющие — рейка-шестерня
Высокоточные линейные направляющие и рейки Atlanta (Германия) используются в соответствии со стандартами СЕ и обеспечивают высокую точность резки за счет увеличенного диапазона чувствительности. Звук вызываемый трением сведён к минимуму.
Серводвигатели
Перемещение портала осуществляется за счет сдвоенных, синхронизированных, бесщёточных серводвигателей ( оси X и Y).



Дополнительные
Технология True Hole обеспечивает цилиндричность отверстий в низкоуглеродистой стали до 50 % лучше по сравнению с другими плазменными системами, представленными на рынке.

