


Соединение ПНД и металлической трубы

Для соединения полипропиленовой трубы с другими видами труб существуют особые фитинги с резьбой. Одна сторона фитинга приваривается к полипропиленовой трубе, а вторая сторона, с резьбой, соединяется с для того чтобы же диаметра резьбой на другой трубе. Резьба на фитинге возможно внутренней либо наружной. Кроме этого имеется комбинированные муфты. Мы их рассмотрим позднее.
Другой вид соединения полипропиленовой трубы основан на фланцевом соединении. Таковой вид соединения используется в трубах громадного размера. Для крепления фланца на полипропиленовую трубу приваривается втулка, на которую позже надевается фланец. Еще один вариант крепления осуществляется накидными фланцами. Их устройство напоминает компрессионную муфту. Фланцевое соединение крепится на краях трубы однообразного диаметра, и затягивается накидными гайками.
Неразъемные соединения обычно используют во время строительства напорных трубопроводов и при необходимости укладки цельной магистрали без разъемного фитинга. Существуют два вида соединения труб ПНД с применением сварки.
Сварка электромуфтами
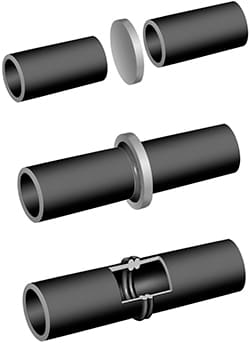
 Соединение двух одинаковых по диаметру элементов трубопровода электромуфтовой сваркой сваркой считается самым простым способом неразъемной стыковки. Для выполнения работ нужен специальный фитинг — муфта. Внутри этой детали вмонтирован нагревательный элемент — спираль. После подачи напряжения нагреватель расплавляет внутреннюю стенку муфты и поверхность трубы ПНД. В результате происходит надежное сваривание двух заготовок одного диаметра между собой.
Соединение двух одинаковых по диаметру элементов трубопровода электромуфтовой сваркой сваркой считается самым простым способом неразъемной стыковки. Для выполнения работ нужен специальный фитинг — муфта. Внутри этой детали вмонтирован нагревательный элемент — спираль. После подачи напряжения нагреватель расплавляет внутреннюю стенку муфты и поверхность трубы ПНД. В результате происходит надежное сваривание двух заготовок одного диаметра между собой.
Процесс пайки состоит из следующих действий:
- два конца труб одинакового диаметра зачищают от грязи и обезжиривают;
- заготовки вставляют в муфту соответствующего диаметра, после чего обеспечивают неподвижность соединяемого узла.
На муфте есть две клеммы. К ним подсоединяют провода от источника питания. После подачи тока происходит плавление пластика, вследствие чего получается прочное соединение. Использовать сваренную заготовку можно после полного остывания стыка.
Стыковка контактной сваркой
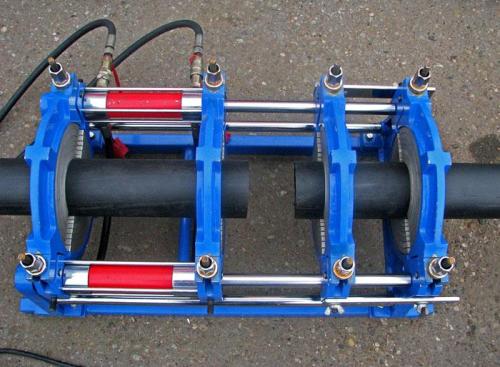
 Второй способ неразъемного соединения основан на использовании специального оборудования — паяльника. Контактной сваркой соединяют элементы пластикового трубопровода диаметром от 50 мм и более. Достоинство способа в дешевизне. Если при монтаже магистрали требуется сделать много стыков, выгоднее купить паяльник. Этот инструмент доступен в цене и может пригодиться в будущем для сварки различных труб и гибких шлангов.
Второй способ неразъемного соединения основан на использовании специального оборудования — паяльника. Контактной сваркой соединяют элементы пластикового трубопровода диаметром от 50 мм и более. Достоинство способа в дешевизне. Если при монтаже магистрали требуется сделать много стыков, выгоднее купить паяльник. Этот инструмент доступен в цене и может пригодиться в будущем для сварки различных труб и гибких шлангов.
Выполняется соединение контактной сваркой по следующему принципу:
- в зажимах станка фиксируют две заготовки одинакового диаметра;
- после центровки труб приступают к нагреву их концов до начала плавления пластика;
- паяльник убирают, а концы расплавленных заготовок плотно соединяют с помощью зажимного станка.
После охлаждения получается монолитный шов, не уступающий по прочности стенке пластиковой трубы.
1. Неразъемное соединение полиэтилен-сталь (НСПС )
Неразъемное соединение полиэтилен-сталь (НСПС ) или переходник ПЭ-сталь применяется при строительстве газопроводов, водопроводов, напорной канализации для выполнения перехода со стальной трубы на полиэтиленовую ПНД или наоборот. Используются при установке трубопроводной арматуры или врезке в действующий стальной трубопровод. Переход сталь-ПЭ не требует обслуживания, его можно располагать непосредственно в грунте без колодцев на прямолинейных участках трубопровода.
Переход полиэтилен-сталь представляет собой соединение, полученное свариванием стального патрубка с полиэтиленовым. Длина патрубков регламентирована техническими условиями для газопроводов ТУ 4859-026-03321549-98, для напорных трубопроводов по ТУ 2248-001-86324344-2009. Максимальное рабочее давление для газопроводов из ПЭ80 0,64 МПа, ПЭ100 1,0 МПа. Максимальное рабочее давление для напорных водопроводов ― ПЭ80 1,25 МПа, из ПЭ100 1,6 МПа.
При изготовлении неразъемного соединения полиэтилен-сталь используется полиэтиленовая труба ПНД ГОСТ Р 50838-95 для газопроводов и ГОСТ 18599-2001 для водопроводов. И стальная водогазопроводная труба по ГОСТ 10705-80, ГОСТ 10704-91, ГОСТ 8731-74, ГОСТ 8732-78. НСПС представляет собой соединение, которое изготавливается путем сваривания стального патрубка с полиэтиленовым. Длина изделия регламентирована ТУ для напорных трубопроводов и газопроводов. Давление для газопроводов ПЭ 80 ― 0,64МПа, ПЭ 100 ― 1 Мпа; для напорных трубопроводов ПЭ 80 ― 1,25 Мпа, ПЭ 100 ― 1,6 МПа.
Чаще всего НСПС используют для присоединения металлических запорных устройств на полиэтиленовый трубопровод, постепенную замену участков стального трубопровода на полиэтилен, врезку ответвление из полиэтилена. Принцип детали НСПС ― прочное и герметичное соединение трубы или детали из стали с полиэтиленовой трубой такого же диаметра.

Неразъемное соединение с концом трубы происходит посредством терморезисторной сварки, для которой необходимо специальное оборудование. Конец полиэтиленовой трубы нагревается до вязко-тягучего состояния и под давлением соединяется со стальным торцом. Для усиления соединения применяют полиэтиленовые муфты, но можно обойтись и без них. Она позволяет использовать такое соединение в высоконапорных трубопроводах.
НСПС позволяют:
- Применять их в качестве заглушек;
- Применять запорную арматуру из металла на полиэтиленовых трубопроводах ПНД
- Производить на их основе газовые вводы различного диаметра
- Осуществлять отвод из полиэтилена в существующую стальную трубу
- Применять сварку на стальных трубопроводах со стальными трубами по нормативным документам.
- Установку металлической запорной арматуры в полиэтиленовых трубопроводах ПНД
- Поочередную замену участков стальных трубопроводов на полиэтиленовые с неразъемными соединениями до полной замены существующего стального трубопровода на полиэтиленовый
- Врезку ответвлений из полиэтиленовых труб ПНД с неразъемными соединениями в существующий стальной трубопровод
- Сварку со стальными трубами по действующей нормативной документации на стальные трубопроводы с неразъемными соединениями.
2. Компрессионные муфты с резьбой
Компрессионные полиэтиленовые ПНД фитинги. Этот тип соединительного оборудования называется обжимными трубными фитингами. Они присоединяются к системе с помощью прокладочного материала и колец для обжима. Для использования такого типа не нужно какое-либо дополнительное оборудование. Кроме того, при выработке прокладочного материала можно заменить старую прокладку на новую. То есть фитинги ПНД такого типа могут использоваться многократно, особенно в гидравлических системах.
Компрессионные изделия используются в основном для гидравлических систем водоснабжения. В такую систему они могут быть встроены, будучи даже не до конца собранными. Это позволяет широко варьировать их применение в системах водоснабжения. Компрессионные фитинги бывают следующих видов:
- муфты переходные разного диаметра;
- муфты соединительные, в том числе с внутренней и внешней нарезкой;
- тройник без резьбы и переходный с резьбой;
- угольник;
- отвод;
- заглушка.
Они бывают как с внутренней, так и с наружной резьбой. Как и другие фитинги, эти имеют различные формы. Они бывают: муфтовые, тройные, крестовые, заглушки, фланцы, отводы.
Их изготавливают разных диаметров: от 16 до 110 мм. Рабочее давление, в зависимости от диаметра, может колебаться от 10 до 16 атмосфер.
Все компоненты конструкции – модульные и способны разбираться. В этом есть хорошее преимущество, так как в дальнейшем такие трубы будет несложно заменить, а соединение — использовать повторно.
Применение полиэтиленовых ПНД фитингов
Чаще всего эти фитинги используются для соединения труб в тех местах, где предполагается изменение направление трубопровода, а также наличие разветвлений или переходов на трубы другого материала. Их используют как для технического, так и для питьевого водоснабжения, в системах орошения или в качестве кабельных каналов. Благодаря материалу эти фитинги позволяют сделать полную герметичность стыковки труб.
Применение компрессионных фитингов для соединения труб
Также их удобство в монтаже позволяет устанавливать детали малых диаметров без посторонней помощи и специального оборудования. Хранятся эти детали в темных помещениях, подальше от прямых солнечных лучей.
Строение компрессионных фитингов

Эта деталь состоит из 5-ти разборных частей. Для фиксации обжима идет гайка крышка, которая имеет внешние пазы для удобства закручивания и внутреннюю резьбу. Она изготовлена из сополимера полиэтилена.
Обжимное кольцо – деталь, позволяющая предотвратить какое-либо движения трубы, в том числе и самопроизвольное развинчивание.
Строение компрессионных фитингов
Втулка фиксирует уплотнительную прокладку в устойчивом положении, ограничивает ее сжатие и деформацию трубы. Изготавливается из сополимера полипропилена.
Уплотнительная прокладка изготовлена из резины. Обеспечивает хорошую герметичность, даже в случае перегиба трубы.
Сам корпус выполнен из сополимера полипропилена, имеет специальный ограничитель для трубы и трапециевидную резьбу.
3. Втулка ПНД под фланец
Полиэтиленовая втулка под фланец применяется для присоединения трубы ПЭ к стальной трубе через фланцевое соединение, а также крепежа к регулирующей или запорной арматуре.
Среди втулок из ПНД выделяют 2 группы:
Сегментные втулки ПНД — Такие втулки представляют собой сваренные встык элементы из ПНД, частично или полностью состоящие из трубы ПНД.
Литые фитинги ПНД — отличаются от сегментных тем, что они изготовлены методом литья под давлением и не имеют сварных швов. Фитинги больших диаметров иногда производят методом литья с последующей механической обработкой.
Принцип использования данного фитинга заключается в обеспечении упора для фланца, надетого на втулку и исключающего возможность разъединения узла во время его эксплуатации. Используют втулку под фланец в местах перехода полиэтиленового трубопровода на задвижке или стальную трубу, при наличии на ней ответного фланца.
Втулка ПНД под фланец используется совместно с прижимным фланцем, который должен иметь более широкий внутренний диаметр, чем обычный стандартный фланец. Необходимость в расточке внутренней части фланца, заключается в наличии усиливающего расширения полиэтиленовой части втулки у основания бурта, мешающее плотно прилегать фланцу к прижимной части.

После установки втулки на трубе, при помощи стального фланца и болтов с гайками, труба присоединяется к задвижке, а бурт на втулке не дает фланцу соскочить при эксплуатации трубопровода при рабочих и максимальных давлениях.
Использование втулок ПНД
Монтаж втулок выполняется достаточно просто, ведь все современные элементы соединительной арматуры стремятся к упрощению использования. Это экономит время и средства в момент создания трубопровода, а также позволяет достичь длительной эксплуатации системы без проблем. Выгоды монтажа разнотипных элементов системы с помощью втулок следующие:
- полная герметичность мест соединения и отсутствие рисков внезапной поломки;
- система не нуждается в обслуживании, любые неполадки можно быстро исправить;
- монтаж ПНД элементов трубопровода быстрый и весьма простой;
- в наличии у поставщика можно отыскать большой спектр диаметров втулок.
При организации трубопровода для жидкой или парообразной рабочей среды можно положиться на качество и надежность литых пластиковых втулок под фланец на местах соединения. Данные элементы помогут организовать надежную и долговечную систему трубопровода.
Купить трубу пнд ( труба пэ, труба полиэтиленовая), узнать цены и задать интересующие вас вопросы можете у наших менеджеров, сделав запрос на электронную почту или позвонив в офис по телефону +7 (351) 777-94-98
Характер соединения
![]()
![]() Разъемные и неразъемные типы соединения труб ПНД с металлическими являются основными для материалов. Оба этих варианта обеспечивают надежное сцепление, у каждого из них имеются свои преимущества и недостатки, которые надо учесть при монтаже.
Разъемные и неразъемные типы соединения труб ПНД с металлическими являются основными для материалов. Оба этих варианта обеспечивают надежное сцепление, у каждого из них имеются свои преимущества и недостатки, которые надо учесть при монтаже.
Неразъемный тип соединения ПНД труб компрессионными фитингами производится посредством сварки. Такой способ позволяет соединить элементы крепко и герметично. Разъединить их уже не удастся. Неразъемные соединения предполагают использование специального сварочного аппарата. Стоимость у него довольно высокая, что увеличивает затраты на строительство и последующий ремонт. Следует брать новые изделия при неправильном соединении.
Работать с уже использованными полипропиленовыми трубами, чтобы соединять держатель, уже нельзя. В то же время есть определенные преимущества у такого способа. Указанные материалы подходят для газоснабжения. В этом случае они гарантируют отсутствие утечки газа в областях соединения. Сварка и плавление используются для формирования неразъемных соединений. Предусмотрено несколько вариантов формирования такого соединения:
ФЛАНЦЕВОЕ СОЕДИНЕНИЕ ПНД ТРУБ

Кроме компрессионных муфт в полиэтиленовых трубопроводах используются еще и фланцевые фитинги. Основная задача такой арматуры — соединение пнд труб с металлическими аналогами.
Причем сама фланцевая муфта состоит из двух узлов – компрессионного фланца и монтажного фланца. Первый узел используется для фиксации полимерного участка стыка – он работает по принципу компрессионной муфты. Второй узел – это обычный фланец, габариты которого нормированы. И этот фланец можно соединить на болты или шпильки с аналогичной деталью, зафиксированной на торце стального трубопровода.
В итоге, в границах одного корпуса существуют как бы две муфты – компрессионная (для монтажа ПНД трубы) и фланцевая (для монтажа металлической арматуры). И такое решение дает возможность использовать фланцевые муфты даже в напорных трубопроводах среднего и высокого давления.
Неразъемные соединения

В некоторых случаях есть необходимость прибегать к стыковке труб при помощи сварки: при всех положительных качествах разъемных соединений, все же более надежны и герметичны неразъемные. Такой тип стыковки – единственно возможный для монтирования трубопроводов больших диаметров. Во время разогрева полимера и стыка расплавленных частей деталей образуется высокомолекулярное соединение, не уступающее по прочности материалу самих труб. Наиболее распространенные способы – стыковая и электромуфтовая сварки.
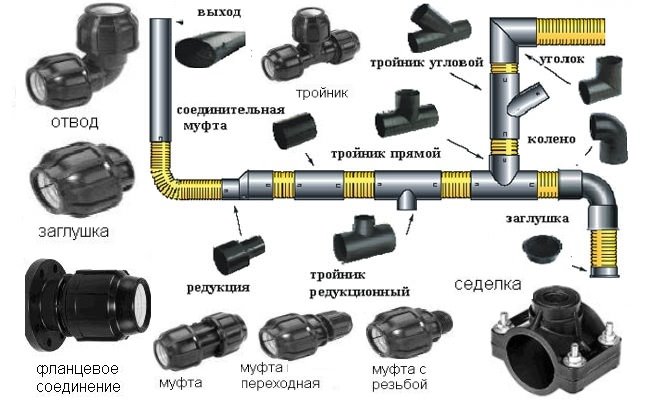
Муфты соединительные и фасонные части для труб ПНД
- муфта соединительная для разъёмов одного/разного диаметра – Ø 20-110 мм;
- муфта с наружной/внутренней резьбой для перехода с пластика на металл – Ø 20х1/2…63х2 мм;
- отвод для изменения направления трубопровода – ?20-110 мм;
- отвод в внутренней/наружной резьбой для изменения направления, с переходом на металл — Ø 20х1/2…63х2 мм;
- тройник создающий ответвления — Ø 20-110 мм;
- тройник с наружной резьбой и переходом на металл — Ø 20х1/2…63х2 мм;
- седелка для присоединения пластиковых ответвлений к действующему трубопроводу;
- седелка с внутренней резьбой для присоединения металлических частей к действующему водопроводу;
- фитинг со встроенным шаровым краном/с внутренней резьбой, с переходом на металл;
- фланцевое соединение с разными переходами;
- заглушки для перекрытия труб — Ø 20-110 мм.
Этапы соединения трубопровода с диаметром рабочей части от 20 до 50 мм
- частичная разборка фитинга путём отвинчивания накидной гайки;
- очищение от пыли, грязи торцов;
- снятие наружной фаски фаскоснимателем;
- отметка глубины вхождения торца в фитинг;
- введение торца в фитинг;
- затягивание накидной гайки.
 с помощью фланца и втулки под фланец
с помощью фланца и втулки под фланец  втулка под фланец с удлиненным хвостовиком
втулка под фланец с удлиненным хвостовиком
Этапы сборки частей водопровода с диаметром рабочей части 63-110 мм
- полная разборка фитинга на составные части: уплотнительное кольцо из резины, упорный стаканчик, разъёмное фиксирующее кольцо;
- создание труборезом ровного среза;
- зачистка среза от пыли, грязи, заусенцев;
- на торец монтируется стаканчик, уплотнитель;
- после вставки торца в фитинг, уплотнительное кольцо вправляется в зазор;
- окончательный монтаж производится фиксирующим кольцом и довинчиванием гайки до упора.
При необходимости соединения ПНД труб с металлическими частями, отдельно готовят оба среза. Металлический торец очищают, нарезают резьбу, наматывают специальный уплотнительный материал для создания большей герметичности. Далее, пластиковый срез вводится в фитинг значительным усилием, а металлическая часть ввинчивается в его резьбу.
Неразъемные соединения
Они выполняются с помощью различных видов сварки и применяются для фиксации труб, диаметр которых превышает 50 мм. В результате получается надежное и прочное соединение, которое может использоваться на участках трубопровода, функционирующего под высоким давлением. Герметичность фиксации отдельных элементов определяет тщательность проведения сварных работ и соблюдение условий их выполнения.
Сварка встык
Один из этапов сварки труб ПНД встык
Является одним из самых распространенных способов неразъемного соединения для ПНД труб и заключается в нагревании их торцов до состояния вязкости при помощи нагревательного элемента, после чего они фиксируются между собой. Выдержка шва осуществляется до полного его остывания.
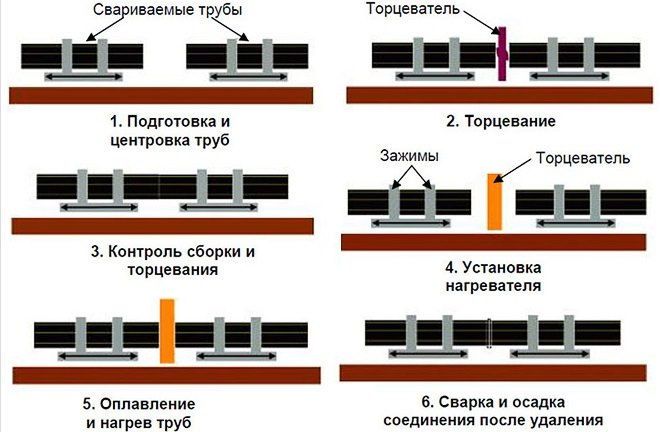
Стыковую сварку выполняют в такой последовательности:
- трубы очищают от загрязнений механическим способом;
- их концы устанавливают в кольцевых зажимах сварного оборудования и центрируют;
- проводят торцевание с применением специальных ножей и последующий осмотр с целью определения точности совпадения, которая контролируется размером зазора между ними;
- выполняют нагрев обработанных поверхностей нагревательным элементом и дальнейшее их оплавление;
- удаляют приспособление и фиксируют трубу, соединяя их между собой под давлением и с последующей осадкой стыка.
После завершения сварочных работ шов подвергают охлаждению, в процессе которого происходит достижение однородности и необходимой прочности.
Сборка труб ПНД с помощью стыковой сварки должна осуществляться с контролем следующих параметров:
- температуры и времени нагрева фиксируемых элементов;
- величины давления при нагреве материала и последующем его охлаждении;
- высоты оплавления полимера.
Современное оборудование позволяет устанавливать необходимые данные автоматически.

Оборудование для сварки встык
При этом необходимо соблюдать определенные правила, которые требуют:
- выполнять все работы на ровной поверхности;
- соблюдать совпадение осей свариваемых труб, разница не должна превышать 10 % от толщины стенок трубопровода;
- закрывать противоположные торцы специальными заглушками, чтобы избежать сквозняка во внутреннем пространстве;
- располагать трубы таким образом, чтобы заводская маркировка находилась сверху и располагалась в единую линию.
Электромуфтовая
Для такой сварки используются специальные соединители для ПНД труб, внутри которых находится низкотемпературная электрическая спираль. При подаче напряжения она разогревается и приваривает трубы к внутренним стенкам фасонных элементов.

Электромуфтовая сварка труб ПНД
Технология сварки не отличается сложностью и может быть выполнена при наличии специального оборудования и соблюдения условий проведения работ, среди которых:
- обязательная предварительная зачистка труб;
- обеспечение неподвижности соединяемых деталей во время разогревания и охлаждения.
Процесс электромуфтовой сварки включает следующие технологические операции:
- обрезку торцов труб под прямым углом и снятие фаски;
- очистку поверхности соединяемых элементов;
- фиксацию труб внутри муфты и подсоединение к ее клеммам провода с электропитанием;
- включение аппарата в сеть и ожидание активации пластин, с помощью которых происходит размягчение внутренней поверхности полимера;
- отключение оборудования и снятие провода;
- охлаждение полученного соединения.

Приспособления для резки труб ПНД
Сварка с применением электрической муфты незаменима в тех случаях, когда врезка в трубу ПНД осуществляется в стесненных условиях, и при этом необходимо обеспечить высокую прочность и герметичность полученного соединения.
Диффузионная
Принцип сварки подобного типа заключается в нагревании внешней поверхности трубы и внутренней фитинга с помощью специальной насадки паяльника. После расплавления слоя полиэтилена элементы трубопровода вставляют друг в друга и охлаждают. Чтобы предотвратить протекание соединения, с внешней стороны фитингов снимается фаска.
Вариантом диффузионной сварки является соединение двух участков трубопровода в раструб. В этом случае функцию фитинга выполняет один из фиксируемых элементов. Диффузионная сварка не требует сложного оснащения и может выполняться своими руками при наличии минимальных навыков.

Диффузионная сварка ПНД труб
Выбирая способ фиксации труб ПНД, следует не только учитывать все нюансы их монтажа, но и тщательно соблюдать последовательность и условия выполнения соединений. Это обеспечит длительный срок службы инженерных коммуникаций и позволит обойтись долгое время без ремонта трубопровода.
Способы соединения
Как соединить трубы ПНД? Для начала следует изучить особенности этой технологической операции. На сегодняшний день разработано много способов, позволяющих выполнять надежное соединение труб из данного материала. Все соединения, получаемые при помощи таких способов, можно разделить на два типа:
- неразъемные (создаваемые сваркой);
- разъемные (формируемые с использованием специальных соединительных деталей – фитингов).

Отвод ПНД-трубы с помощью резьбового тройника
Чаще всего при применении труб, изготовленных из ПНД, используются разъемные соединения. Это объясняется следующими преимуществами соединений данного типа.
- Нет необходимости в приобретении специального сварочного оборудования или привлечении специалистов, услуги которых стоят недешево.
- Соединения данного типа можно выполнять даже в тех местах, где использование сварки не представляется возможным. В частности, металлические фитинги применяются в тех случаях, когда соединение труб, изготовленных из ПНД, необходимо выполнить под водой.
- Соединения труб, изготовленных из ПНД, выполняются очень оперативно, что нисколько не влияет на их надежность.
Разновидности фитингов для соединения труб ПНД
Разъемные соединения
На сегодняшний день используется два способа, позволяющих получать разъемные соединения труб, изготовленных из ПНД:
- так называемое раструбное соединение, для выполнения которого используются специальные эластичные уплотнители (несмотря на простоту выполнения такого соединения, использовать его можно только при монтаже безнапорных трубопроводов);
- соединения, выполняемые при помощи таких крепежных элементов, как металлические фланцы и фитинги.
Применение специальных муфт
В качестве фитингов, используемых для соединения труб из ПНД, часто применяются муфты из полиэтилена, изготавливаемые по экструзионной технологии. Для того чтобы использовать фитинг подобного типа, нет необходимости в применении дорогостоящего сварочного оборудования. Более того, такие соединительные элементы стоят недорого, что делает их применение еще более экономически целесообразным.

Виды муфт для разъемного соединения ПНД-труб
Такой тип фитингов для труб из ПНД, как полиэтиленовые муфты, отличается еще целым рядом преимуществ, к наиболее значимым из которых следует отнести:
- длительность эксплуатации, срок которой может доходить до нескольких десятков лет;
- высокую надежность;
- устойчивость к механическим воздействиям и значительным перепадам температурного режима эксплуатации;
- высокую устойчивость к воздействию даже очень агрессивных сред;
- универсальность (применение для монтажа трубопроводных конструкций различного назначения).
На современном рынке представлено несколько разновидностей муфт данного типа:
- компрессионные, имеющие внутреннюю или наружную резьбу (их можно использовать для монтажа как полимерных, так и металлических труб, газопроводов и отопительных систем);
- соединительные, применяемые для монтажа ПНД-труб, обладающих одинаковым диаметром;
- редукционные, при помощи которых выполняют соединение труб, отличающихся друг от друга диаметром.
Соединение труб из ПНД с применением компрессионных фитингов осуществляется по следующему алгоритму.
- Соединительный элемент следует предварительно разобрать, для чего на нем откручивается накидная гайка.
- Участок трубы, на котором будет выполняться соединение, тщательно зачищается, а на его торце выполняется фаска.
- На поверхность трубы следует нанести метку, дальше которой торец соединительного элемента не должен заходить.
- Чтобы процесс соединения не вызывал особых затруднений, конец трубы необходимо обработать раствором жидкого мыла.
- После осуществления всех подготовительных процедур труба вводится в соединительный элемент, для чего необходимо приложить некоторое усилие.
- После погружения трубы в фитинг до требуемой отметки гайка на соединительном элементе закручивается. Выполняя затягивание гайки, следует следить за тем, чтобы не перетянуть формируемое соединение.

Монтаж компрессионных фитингов
Неразъемные соединения
В отдельных случаях, связанных с соединением труб, изготовленных из ПНД, целесообразнее использовать не фитинги, а сварку, которая может выполняться по двум основным технологиям:
- с помощью электромуфт;
- стыковая.
Электромуфты – это соединительные элементы, изготовленные из полиэтилена, во внутреннюю часть которых вставлена электрическая спираль. В процессе монтажа трубопроводов на спираль таких муфт подается напряжение, что приводит к плавлению пластика и формированию надежного соединения.

Для работы с электромуфтами используют специальный сварочный аппарат
Чтобы, используя электромуфты, получить надежное и долговечное соединение труб, изготовленных из ПНД, необходимо соблюдать следующие условия.
- Участки изделий, которые будут непосредственно задействованы в формировании соединения, должны быть тщательно зачищены.
- Во время разогревания и остывания соединяемым элементам необходимо обеспечить полную неподвижность.
Чтобы выполнить соединение труб из ПНД методом стыковой сварки, как уже говорилось выше, необходимо наличие специального оборудования. Суть данного метода заключается в том, что торцы соединяемых труб предварительно разогреваются и доводятся до определенного состояния по степени своей пластичности, а затем прижимаются друг к другу и выдерживаются в таком положении до полного застывания пластика. После полимеризации пластика создается надежное и долговечное соединение труб. Следует иметь в виду, что надежное и герметичное соединение можно получить данным способом только в том случае, если поперечное сечение стыкуемых труб имеет форму ровного круга, без эллипсности.
Порядок сварки труб ПНД
К сварным соединениям, при помощи которых выполняют монтаж труб, изготовленных из ПНД, предъявляются следующие требования.
- Поверхность сварного шва ни в одной из своих точек не должна располагаться ниже наружной поверхности соединяемых изделий.
- Высота валика сварного шва может находиться в следующих пределах: для труб с толщиной стенки до 5 мм – 2,5 мм; для труб, толщина стенки которых находится в интервале 6–20 мм, – не более 5 мм.
- Допускается смещение стыкуемых труб относительно друг друга, величина которого не должна превышать 10% от толщины их стенок.
Выбирая способ соединения труб, изготовленных из ПНД, следует учитывать целый ряд факторов:
- условия, при которых будет эксплуатироваться создаваемый трубопровод;
- величину давления, создаваемого в трубопроводе;
- характер среды, для транспортировки которой трубопровод создается.
Только при условии, что все данные факторы будут учтены, можно подобрать такую технологию, которая обеспечит надежное и долговечное соединение элементов трубопровода.

